70 Ferm
3
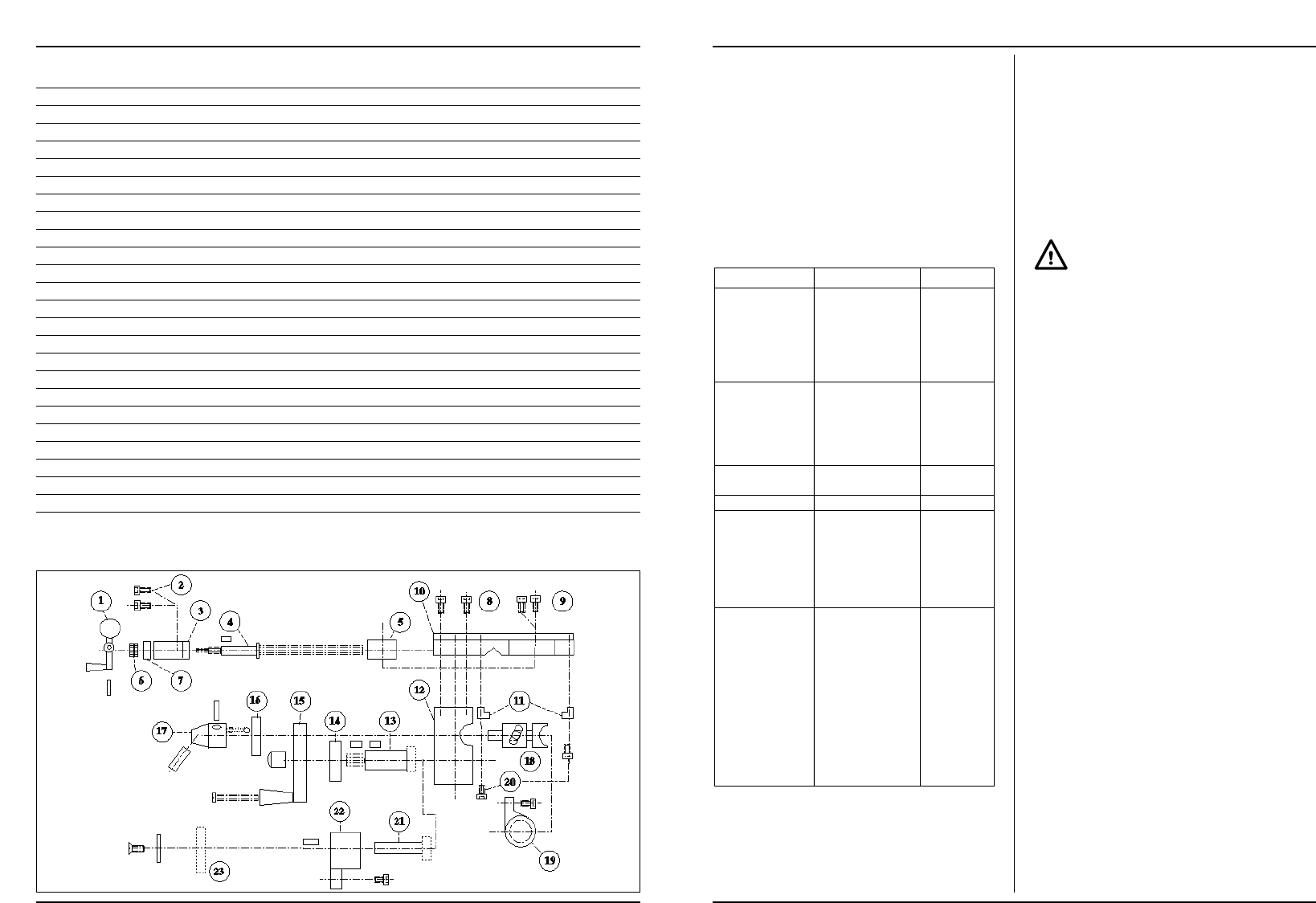
ANNEX 3 - PARTS LIST TRAVERSING/APRON
NR PART
1 HANDWHEEL LEVER
2 SOCKET HEAD SCREWW
3 SPINDLE BEARING
4 SPINDLE
5 SPINDLE NUT
6 CASTLE LOCKING NUT
7 VERNIER
8 SOCKET HEAD SCREWS
9 SOCKET HEAD SCREWS
10 CROSS SLIDE BASE
11 KEY
12 APRON
13 SHAFT FOR LEFT AND RIGHT HAND MOTION
14 BEARING COVER PLATE
15 HANDWHEEL
16 BEARING COVER PLATE
17 HALF NUT LEVER
18 HALF NUT MECHANISM
19 LEADSCREW AND HALF NUT GUIDE
20 EYE BOLTS AND KEYS
21 SHAFT FOR LEFT AND RIGHT HAND MOTION/RING
22 BEARING WITH 2 SOCKET HEAD BOLTS
23 GEAR WHEEL FOR LEFT AND RIGHT HAND MOTION
BEFORE OPERATION
For transport the machine has been greased with a layer
which prevents rust. This layer has no greasing function
and has to be removed with clothes. You can do this with
a solvant which is not aggressive, for example turpentine
or petroleum. When you are acquainted with metal-
working machines you can dismantle, control and oil
several spare parts with a light and universel machine-oil,
for example sewing-machine oil (sour free). Afterwards
you finish the complete maintenance table of chapter 14
‘maintenance’.
ADJUSTMENT
Fig.5 & 15
Tab.1
The lathe has been adjusted to a minimum margin by the
factory. Because of transport some adjustments can be
changed. On the other hand the machine has been
designed in such a way that any appearing margin can be
lifted.
This margin is also caused by wear end tear as a
consequence of an intensif use. If re-adjustment does not
have an effect anymore, the part is worned and has to be
moved.
If all preparations have been done the machine can be
connected to the mains by putting the plug into the
power point. Beforehand check if the mains switch is
“OFF” and check if the turning directions is “RIGHT”.
Watch the gauge once more and see if the oil level has
not changed and if necessary you have to fill it till the
gauge half-full. See that there is no paper or cleaning-rag
for the ventilati on openings of the motor. Check the
three-jaw and see that the basins cannot come out of the
jaw.
Put the jaw-wrench on a permanent place
Open the protection case and check the position and
tension of the belts. For running on trial the lowest
turning speed has to be chosen. You may shift the front
belt, watch fig.5 and 15.
Push in the switch and have the machine turned during
20 minutes. Check regularly if the head bearings in the
headstock and the motor do not become hot by
stopping the machine and putting a hand on both side of
the headstock and on the motor body. Immediately stop
if you hear a deviating noise and if you feel an abnormal
heath development( more than handwarm) and first con
tact your supplier.
Then switch over to a higher speed and have the machine
also function a few minutes on this speed. Do this again
with a reversed turning direction. If no problems have
arisen, the machine is ready for use.
WORKING METHOD
Fig.1
Removing metal takes place by pushing under control a
chisel point or a boring point in the piece of work
through which small pieces of material - chips - are cut
away. For this the piece of work has to make a turning
movement between two fixed turning points- the
headstock and the tail stock (watch fig.1) - which lie on a
very precise, imaginary line: the centerline(4). This can
be turned off paral lelly to the centerline over the whole
lenght, by carrying the chisel which has been fixed on the
support(5) in a certain tempo along the turning piece of
work. This has to be done in a straight line, with the
hands or automatically with the transmission(6).
For removing material of the piece of work, power is
needed. This power is transmitted from the motor to an
empty shaft in the headstock: the main shaft (2). In
connection with the maximum motorcapacity the
quantity material which has to be taken - the chip
thickness and the width of chip- has to be adapted. If the
number of revolutions lowers too much, the starting
depth or the rate of speed has to be lowered. Otherwise
there is a chance of motor damage, shorter tool life of
the chisel or the chisel rupture. The diameter of the
piece of work is also influences this. If you have a diamter
of 100 mm more power is needed for cutting a chip of 1
mm than at a diameter of 10 mm.