Ferm 69
2
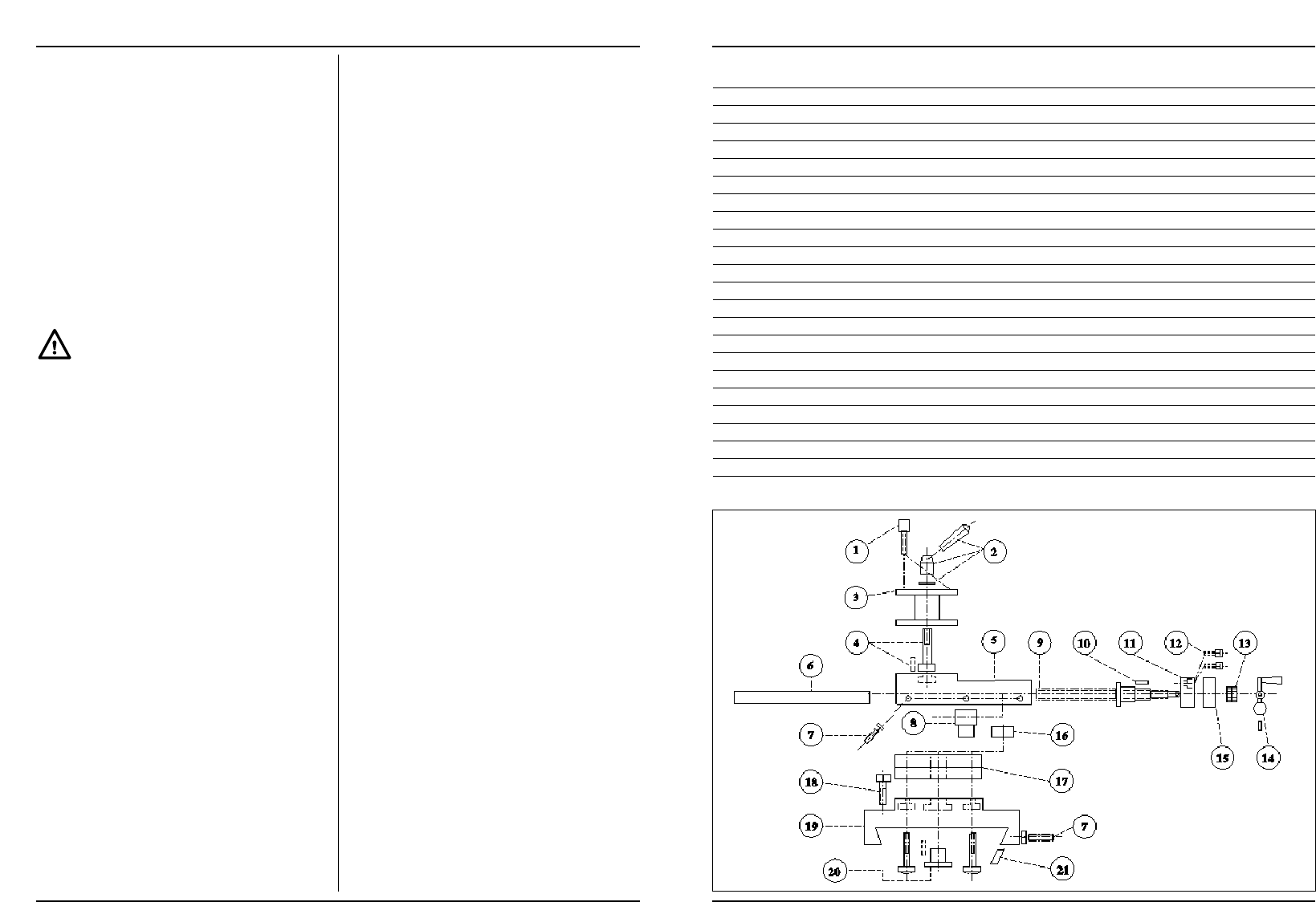
ANNEX 2 - PARTS LIST TOOLSLIDE
NR PART
1 CLAMPING SCREWS
2 CLAMP LEVER
3 TOOL POST
4 TOOL POST PIN
5 TOOL SLIDE TOP
6 KEY
7 ADJUSTING BOLT
8 SPINDLE NUT
9 SPINDLE
10 SUNK KEY
11 SPINDLE BEARING
12 SOCKET HEAD SCREWS
13 CASTLE LOCKING NUT
14 HANDWHEEL LEVER
15 VERNIER
16 DRIVING PLATE LOCK NUT
17 TOOL SLIDE BASE
18 CLAMPING BOLT
19 DRIVING PLATE BASE
20 PIN DRIVING PLATE
21 CROSS SLIDE KEY
When the tail stock (8) is placed next to the centerline
because of cross adjustment, an outward conical plane is
turned. An extra processing possibility over the lenght
axle is cutting a screw-thread. A special chisel cuts a
spiral deepening in the outline of the piece of work. A
part of the outline keeps on standing and this height
difference forms the ultimate screw-thread. Next to
turning over the lenght axle, the ends of a piece of work
can also be processed, for example for making them flat
and straight. Short pieces of work can be fixed at one
side in a fixed turning-point, the three-jaw chuck, and on
the other side be processed at right angles to the
centerline. The basins of the chuck see to maintenance
of an imaginary centerline. By having occurred the chisel
replace ment under an angle by adjustment of the chuck,
inward and outward conical planes can be turned. With
this strain borings can also be made in levelled surfaces.
For that a drill chuck has to be bought separately. This
drill chuck with morse cone peg has to be installed in the
sliding tube (7) of the tail stock. Then the gaps can be
screwn out until the desired depht, diameter and form.
The precision of the pieces of work is first and
particularly depen dant of expertness and
experience. During turning many factors can influence the
end result, like the sort and the condition of the chisels, the
nature of the material you want to process, the turn and
starting speed, the fixation of the piece of work, the drafting
and the condition of the machine. With the MD-500 it is
possible to manufacture prolonged pieces of work with a big
accuracy, if all circumstances are perfect.
FOR THE BEGINNING TURNER
During turning big powers on certain parts can be
developed. If you use the machine incorrect these parts
can be damaged or deformed and wear end tear faster,
even if they have been made and designed very expertly
and carefully. Through this the accuracy of the machine
will decrease strongly, which directly influences the
quality and tahe preciseness of your pieces of work. So it
is important that the apparatus is tended in an expert
way. Recommended is, if you are not a skilled turner, to
start with simple pieces of work and to try the different
possibilities of the lathe with trial pieces of work. It is
instructive to look at skilled turners, because you are not
that fast a perfect turner! For pre venting
disappointments you have to become familiar with the
basic principles of turning. Turning is not for nothing a
profession. You can find referencebooks about metal
working and metal turning in the library or in a book-
shop. Besides model-building magazines write about this
subject regularly. The best is getting into possession of a,
if need be obsolete, technical text-book. In this book is
told about the general principles of turning and many
things worth knowing and handy summaries of problems
with possible causes and solutions.
FUNCTION OF THE MACHINE
Fig.1
For a good understanding of the working of the machine
this one can for conve nience sake be divided in a number
of main groups and components, all with a special
function. Watch fig.1.
THE MACHINE BED
Fig.2
The machine bed connects all these parts and has next to
it also other important functions. The bed (3) has been
manufactured of highgrade grey cast iron and it is
provided with several filled cross ties. Because of the
design and the applied sorts of material tremblings are
better absorbed and deforming because of charge is
minimum. The bed is provided with two sliding surfaces
sharpened very precisely, for the conducting of support
and tail stock. These conduc tings, one prismatic and one
flat, see to maintenance of the centerline(4).watch fig.2.
THE MOTOR
The attached alternating current motor is a carbon
brushless 1-phase squirrel- cage motor with starting
condenser. The motor is maintenancefree and does not
need a special treatment. By means of V-belts and plural
belt discs, the pulleys, the movement of the motor is
transmitted to the mains axis.
THE HEADSTOCK
Fig.A
The poured headstock(1) has been fixed on the bed with
a prism conducting and two face plates. On the back side
is an oil draining nut. The cover is remo vable for
inspection and for putting oil. At the bottom of the head
you can find a system of turning axis and toothed wheels.
Because of these toothed wheels the speed of the main
shaft is retarded and transmitted to a double, coaxial
output axis. On this axis you can find the driving gear for
the start and the driving gear for the thread-cutting,
watch fig.B. In the head you can find the most important
part of the machine, the main shaft(2).
This one has been fixed revolving with two conical roller
bearings in an O- drafting. All turning parts in the head
are lubricated by means of an oil bath. The level of this is
readable in the window on the front side. The main shaft
has been provided with a going on boring with on the
right side a fixing flange and a morse cone, for
respectively the chucks and the center.
THE SUPPORT
Fig.1
On the sliding surfaces on the bed the support(5) has been
fixed which sees that conducting tools along the piece of
work is checked. First the support consists of a bed slide
with lock case. This slide lies on the bed and serves as
movement in the lenght direction. This movement can
occur with the hands or automatically by the
transmission/feeding axis(6). In the last case the coach bolt
has to be closed in the lock case. On the bed slide a second
slide has been installed which takes care of the chisel
movement in cross direction. By means of a spindle with
follow nut this slide can be moved or adjusted. On the
cross slide a chuck has been installed. With this the upper
slide or tool slide can be adjusted under an angle. The third
and upper slide, tool slide, can be replaced in any desired
direction over a distance of 70 mm and it follows every
movement of all underlying slides also the chuck. On top of the tool
slide a tool holder has been installed. In this tool can be exerted to a
point height of maximum 15 mm, the vertical distance to the
centerline. The tool holder has a fourfold absorption and has an
indexing pin with four click points. Through this can be changed of
chisel very fast without having to adjust again.
8 Ferm