25GB/IE/NI/CY/MT
Z
Overlap welds
The most common preparation is that
with the straight weld edges. The weld
can be released using a standard angle
weld seam. Both workpieces must be
brought as close to each other as possi-
ble, as shown in Fig. AB.
AB
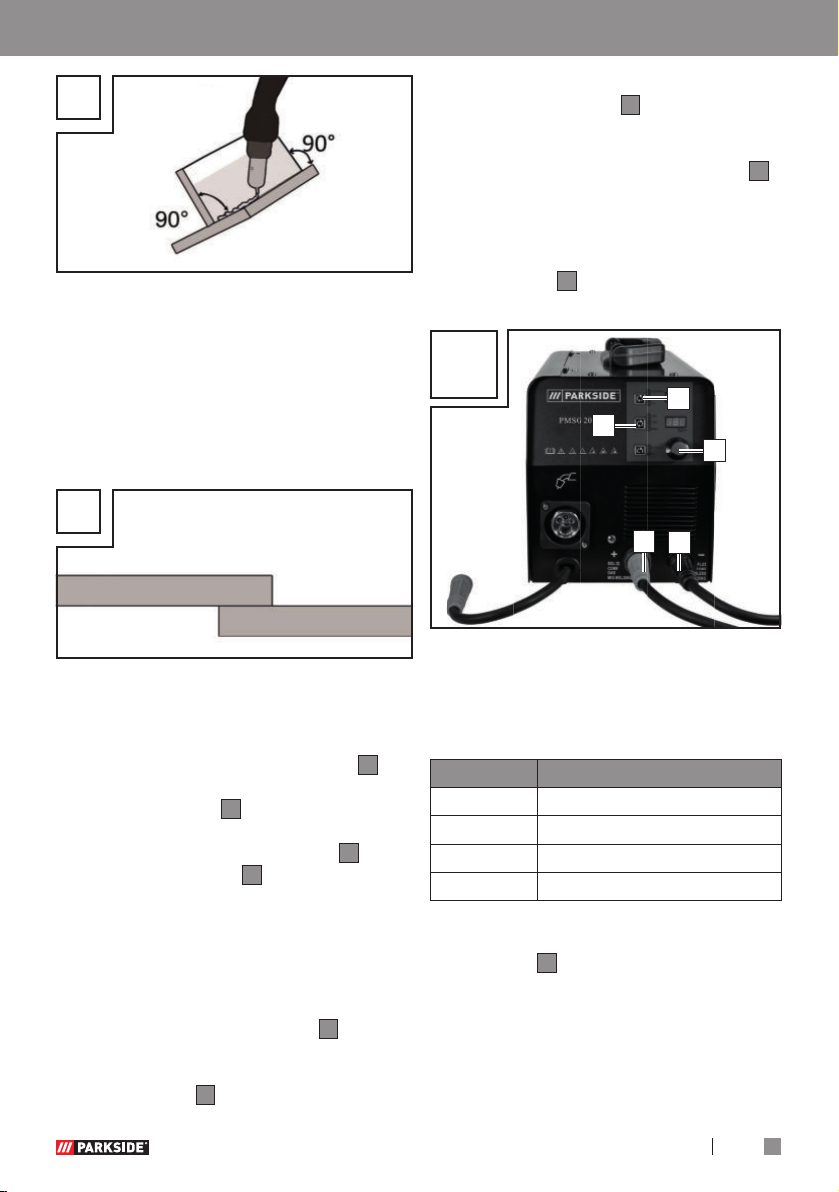
MMA welding
Make sure that the main switch
5
is set to position “O” (“OFF”) or that
the power plug
3
is not plugged
into the socket.
Connect the electrode holder
34
and
the earth terminal
4
to the welding
device, as shown in Fig. AC). Also
refer to the information from the
electrode manufacturer.
Put on appropriate protective cloth-
ing in accordance with the specifi ca-
tions and prepare your workspace.
Connect the earth terminal
4
to the
workpiece.
Clamp the electrode into the elec-
trode holder
34
.
Switch the device on by setting the
main switch to the
5
“I” (“ON”)
position.
Select “MMA” mode by pressing the
selector switch for welding mode
35
,
until the small indicator lamp next to
MMA lights up.
Adjust the welding current using the
rotary switch for welding current
adjustment
6
depending on the
electrode you are using.
AC
34 4
35
36
6
Note: Guideline values for the welding
current to be used, depending on the
electrode diameter can be taken from
the following table.
Ø Electrode Welding current
1.6 mm 40–55 A
2.0 mm 55–65 A
2.5 mm 65–80 A
3.2 mm 80–120 A
Note: By pressing the voltage reducer
selector key
37
you can activate the
voltage reducer function (VRD). The LED
next to “A/VRD” lights up. By doing this
the output voltage is reduced and the
safety for the user during breaks from
welding will be increased.
Using the device / MMA welding