22 GB/IE/NI/CY/MT
zMAG welding
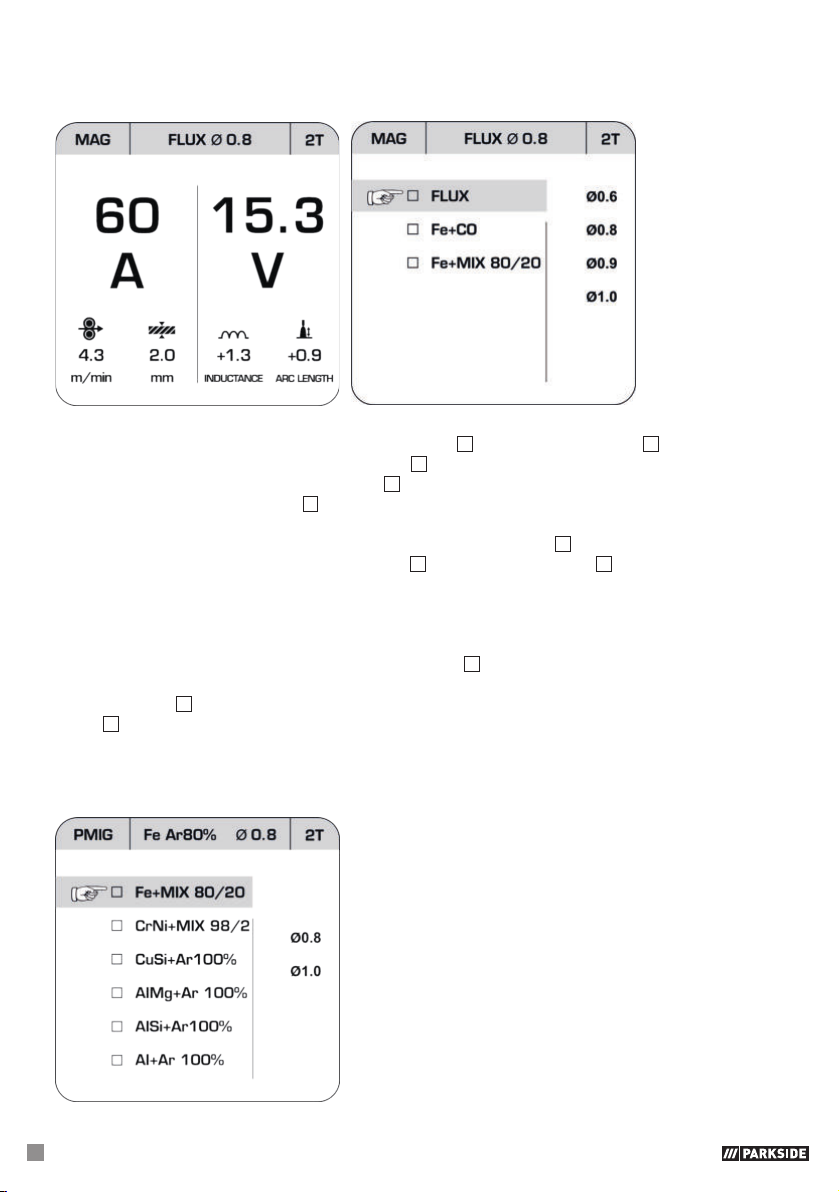
Drawing 3 Drawing 4
When selecting the MAG method you can choose between flux-cored wire and steel wire.
First press the rotary switch for setting the welding current 13 (hereafter called switch 13 ).
Select the upper middle field by rotating the switch 13. The currently selected wire will be shown here
[FLUX 0.8 in drawing 3]. Then press the switch 13 again, to go to the wire selection menu [drawing 4].
By rotating and pressing the switch 13 you can set the welding wire you are using as well as the inert
gas used, if necessary. For steel wire (Fe + CO / Fe + MIX 80/20) you can use CO2 or a 80% Argon /
20% CO2 mix as the inert gas Then by rotating and pressing the switch 13 you can set the wire
diameter. By pressing the switch for voltage setting 12 (hereafter called switch 12) you can go back to the
welding settings. In the top bar you can now choose between “2T” (2-touch) and “4T” (4-touch)
accordingly. With 2-touch welding the voltage is present as long as the trigger on the torch is pressed.
With the 4-touch method the voltage is present once the trigger of the torch is pressed briefly and then
released. The voltage will be interrupted as soon as the trigger is pressed again.
You can now set the welding current by rotating the switch 13. The wire feed adjusts automatically and
axrecommendation is displayed for the material thickness to be welded, in mm.
Rotate the switch 12 to adjust the voltage which also changes the length of the arc “ARC LENGTH”. If the
switch 12 is pressed and then rotated, then you can adjust the inductance “INDUCTANCE”.
zPMIG welding
Drawing 5