CZ 141
Optimální nastavení svařovacího proudu zjistíte testováním na zkušebním kusu.
Dobře nastavený elektrický oblouk vydává měkký, rovnoměrný bzučivý zvuk.
Při drsném nebo tvrdém praskání přepněte na vyšší výkonový stupeň (zvyšte svařovací proud).
Jakmile je svařovací čočka dostatečně velká, veďte hořák 10 pomalu podél požadované hrany.
Vzdálenost mezi hořákovou tryskou 8 a obrobkem udržujte co nejmenší (nikdy větší než 10 mm).
Případně jí mírně kývejte, abyste zvětšili svarovou lázeň. Méně zkušené osoby mohou mít počáteční
potíže svytvořením správného elektrického oblouku. Musí být správně nastaven svařovací proud.
Hloubka provaření (odpovídá hloubce svaru vmateriálu), by měla být co nejhlubší, svarová lázeň
však nesmí propadat obrobkem.
Pokud je svařovací proud příliš nízký, nelze svařovací drát správně roztavit.
Vdůsledku toho se svařovací drát stále ponořuje do svarové lázně až na obrobek.
Struska se smí ze svaru odstraňovat až po vychladnutí. Pro pokračování svaru v místě přerušení:
Nejdříve odstraňte strusku vmístě nasazení.
Ve spáře svaru se elektrický oblouk zapálí, přivede kmístu pokračování, zde se správně roztaví
a následně se ve svaru pokračuje.
POZOR!:
Dbejte na to, že se po svařování musí hořák vždy odkládat na izolovanou odkládací plochu.
Po ukončení svařovacích prací a při přestávkách svářečku vždy vypněte a vytáhněte síťovou zástrčku
ze zásuvky.
zVytvoření svaru
Bodový svar nebo svařování rázem
Hořák se posouvá dopředu. Výsledek: Hloubka provaření je menší, šířka svaru větší, housenka svaru
(viditelná plocha svaru) je plošší a tolerance vaznosti větší (chyba při tavení materiálu).
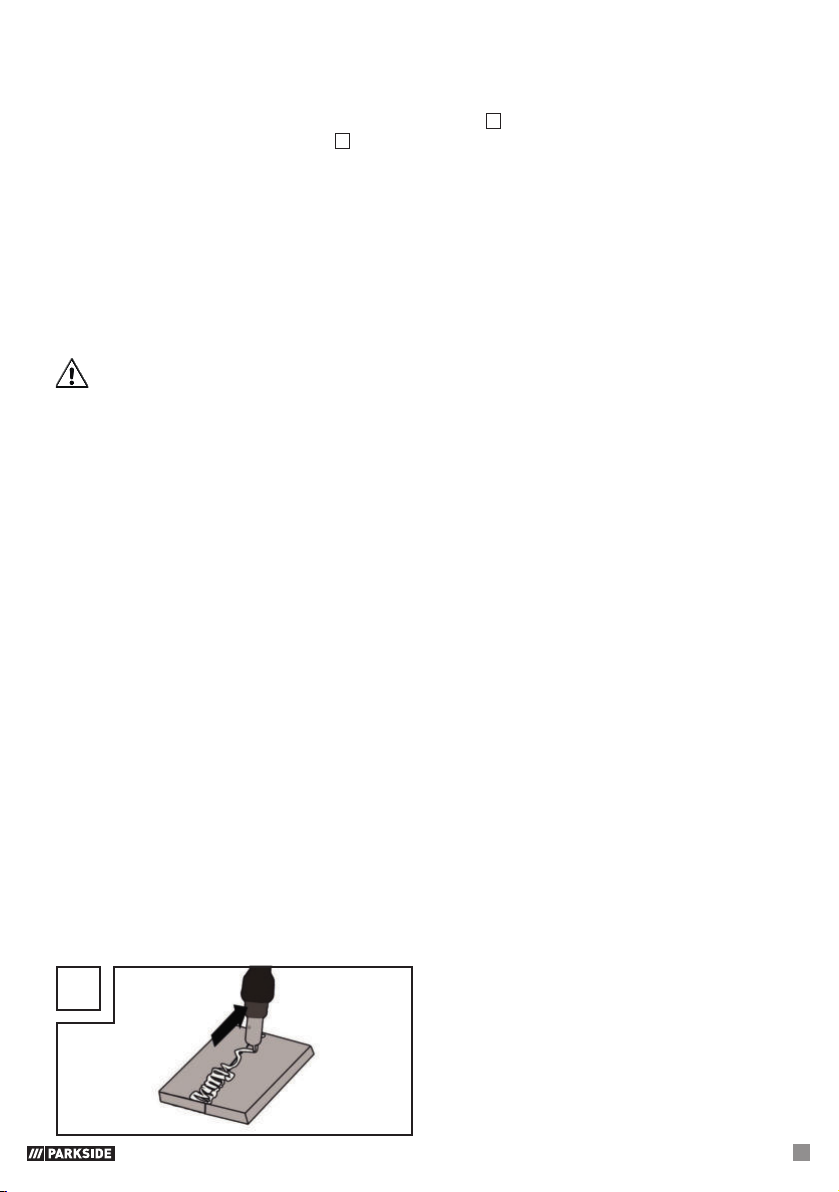
Tažený svar nebo svařování vzad
Hořák se odtahuje od svaru (obr. V). Výsledek: Hloubka provaření je větší, šířka svaru je menší,
housenka vyšší a tolerance vaznosti menší.
Svařované spoje
Ve svařovací technice existují dva základní typy spojování: Tupý svar (vnější roh) a koutový svar (vnitřní
roh a přesazení).
Tupé svary
Utupých svarů do tloušťky materiálu 2 mm jsou svařované hrany spojeny těsně usebe. Pro větší tloušťky
by měla být zvolena vzdálenost 0,5–4mm. Ideální vzdálenost závisí na svařovaném materiálu (hliník
nebo ocel), složení materiálu a zvoleném druhu svařování. Vzdálenost by měla být stanovena na
zkušebním kusu.
Ploché tupé svary
Svařování se musí provádět bez přerušení a sdostatečnou hloubkou provaření, proto je velmi důležitá
důkladná příprava. Kvalitu výsledku svařování ovlivňuje: intenzita proudu, vzdálenost mezi svařovanými
hranami, sklon hořáku a průměr svařovacího drátu. Čím kolmější je hořák vůči obrobku, tím větší je
hloubka provaření a opačně.
V