NL/BE 113
VOORZICHTIG!: Let erop dat de toorts na het lassen altijd op een geïsoleerde plaats moet
worden neergelegd.
Schakel het lasapparaat na voltooiing van de laswerkzaamheden en bij pauze altijd uit en trek de
stroomstekker altijd uit het stopcontact.
zLasnaad maken
Steeknaad of duwend lassen
De toorts wordt naar voren geschoven. Resultaat: de branddiepte is kleiner, naadbreedte groter,
bovenrups
van de naad (zichtbaar oppervlak van de lasnaad) vlakker en de bindfouttolerantie
(fout in de materiaalversmelting) groter.
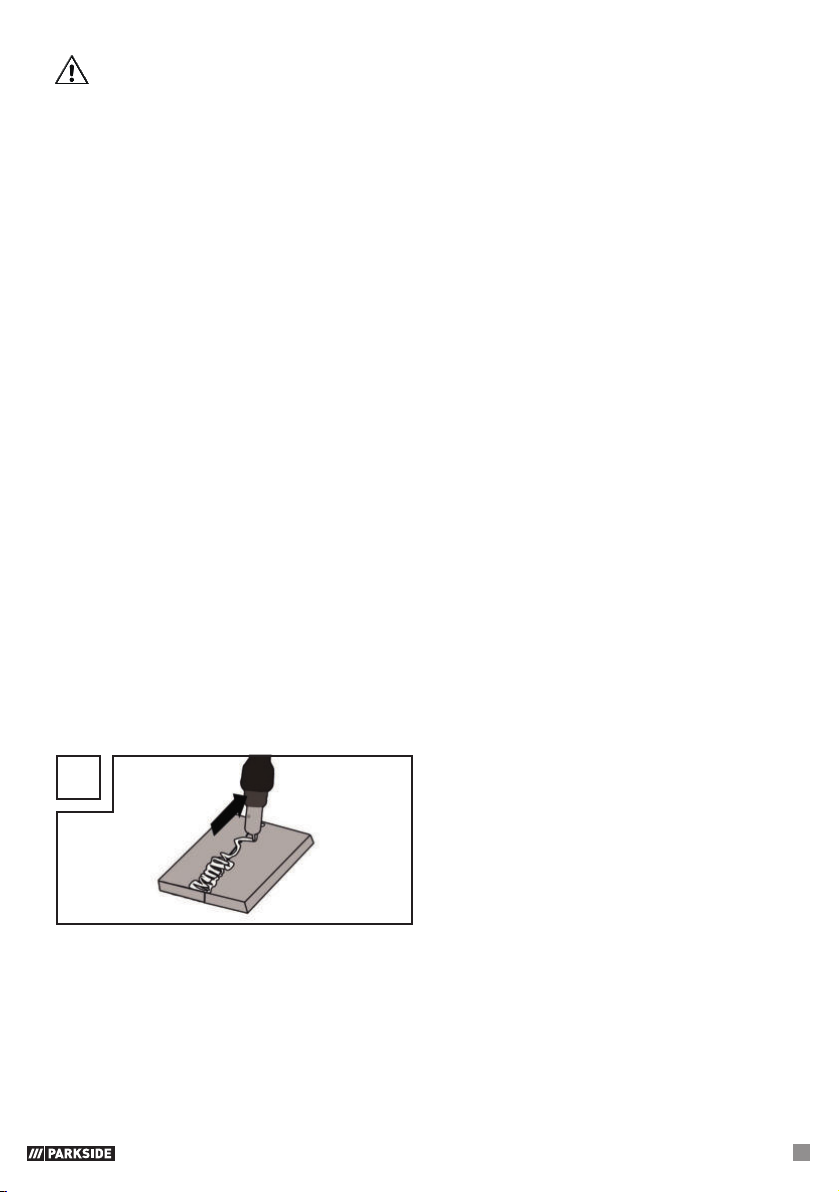
Sleepnaad of trekkend lassen
De toorts wordt van de lasnaad weggetrokken (afb. V). Resultaat: inbranddiepte groter; naadbreedte
kleiner, bovenrups van naad hoger en de bindfouttolerantie kleiner.
Lasverbindingen
Er zijn twee basisverbindingen in de lastechniek: stompnaad- (buitenhoek) en hoeknaadverbinding
(binnenhoek en overlapping).
Stompnaadverbindingen
Bij stompnaadverbindingen tot een materiaaldikte van 2 mm worden de lasranden volledig tegen elkaar
aangebracht. Voor grotere diktes dient een afstand van 0,5 – 4mm te worden gekozen.
De ideale afstand is afhankelijk van het gelaste materiaal (aluminium resp. staal), de samenstelling
van het materiaal en de gekozen lasmethode. Deze afstand dient aan een proefwerkstuk te worden
bepaald.
Vlakke stompnaadverbindingen
Lassen moeten zonder onderbreking en met voldoende indringdiepte worden uitgevoerd, daarom is
een goede voorbereiding uitermate belangrijk. De kwaliteit van het lasresultaat wordt beïnvloed door:
de stroomsterkte, de afstand tussen de lasranden, de helling van de toorts en de diameter van de
lasdraad. Hoe steiler de toorts tegenover het werkstuk wordt gehouden, hoe hoger de indringdiepte is
en omgekeerd.
V
Om vervormingen die tijdens de materiaalbehandeling kunnen optreden, te voorkomen of te beperken,
is het goed om de werkstukken met een voorziening vast te zetten. Het dient te worden vermeden om
de gelaste structuur te verstijven, zodat breuken in de las worden vermeden. Deze moeilijkheden kunnen
worden beperkt, wanneer de mogelijkheid bestaat om het werkstuk zo te draaien dat de las in twee
tegenovergestelde doorvoeren kan worden geleid.