28 GB/IE/NI/CY/MT
ATTENTION: Always use pliers to remove used electrodes or hot workpieces. Make sure that the
electrode holder is always placed onto an insulated surface after welding. The slag can only be removed
from the seam once it has cooled down. To continue welding an interrupted seam:
First remove the slag at the connection point.
The electric arc is ignited in the weld groove, guided to the connection point, melted properly there
and then continues from that point.
ATTENTION: Welding generates heat. Therefore the welding device must run idle for at least half
an hour after use. Alternatively, you can leave the device to cool for an hour. The device can only be
packed away and stored once the temperature of the device is normal again.
ATTENTION: A voltage which is 10% below the rated input voltage of the welder can have the
following consequences:
The power to the device will reduce.
The arc stops or becomes unstable.
ATTENTION:
The arc radiation can lead to inflammation of the eyes and skin burns.
Casting and welding slag can cause eye injuries and burns.
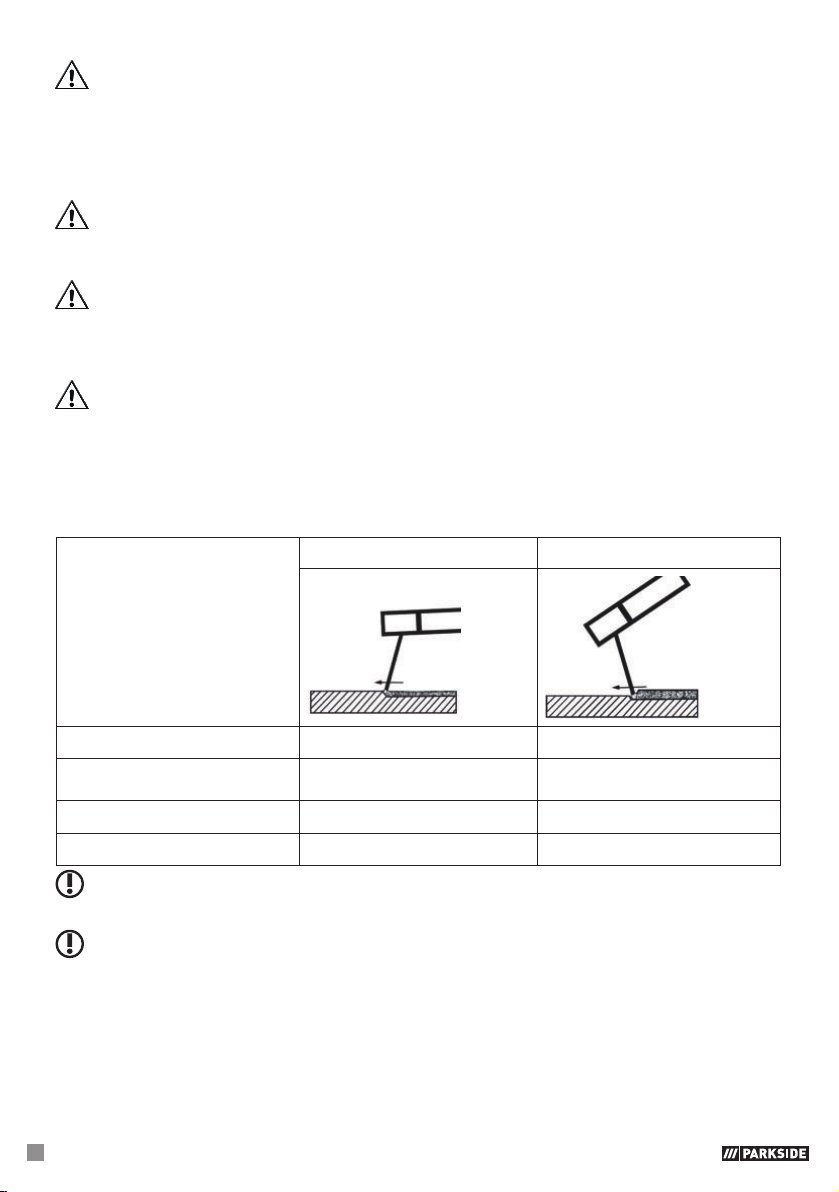
It is essential that you only use the welding cable which is included with the delivery. Choose
between push and drag welding. The following section shows the impact of the direction of
movement on the properties of the weld seam:
Push welding Drag welding
Burn smaller larger
Weld seam width larger smaller
Weld bead flatter higher
Weld seam fault larger smaller
PLEASE NOTE: You decide for yourself which type of welding is most suitable, once you have
welded a sample piece.
PLEASE NOTE: Once it has worn down completely, the electrode must be replaced.
zTIG welding
For TIG welding please follow the instructions for your TIG torch. TIG mode can be activated as
described under “Selecting the welding method”.