3
b) Filament instellen .........................................................................................................................................30
c) Filament intrekken .......................................................................................................................................30
d) Filament verwijderen ...................................................................................................................................32
e) Filament wisselen/vervangen ......................................................................................................................33
f) Installatie van de “Cura” software (optioneel) .............................................................................................. 33
15. Van de SD-kaart resp. een USB-stick printen .................................................................................................... 34
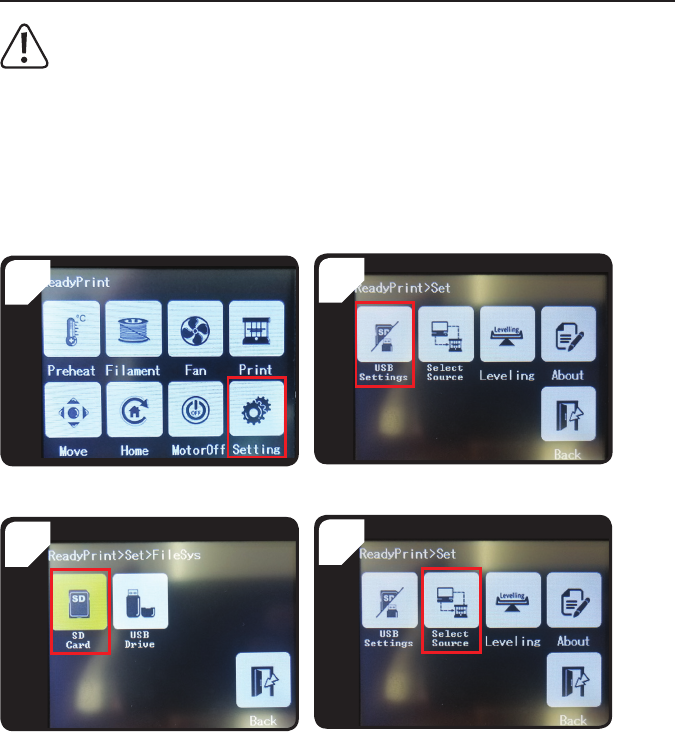
a) Van de SD-kaart printen ..............................................................................................................................34
b) Vanaf een USB-stick printen ........................................................................................................................35
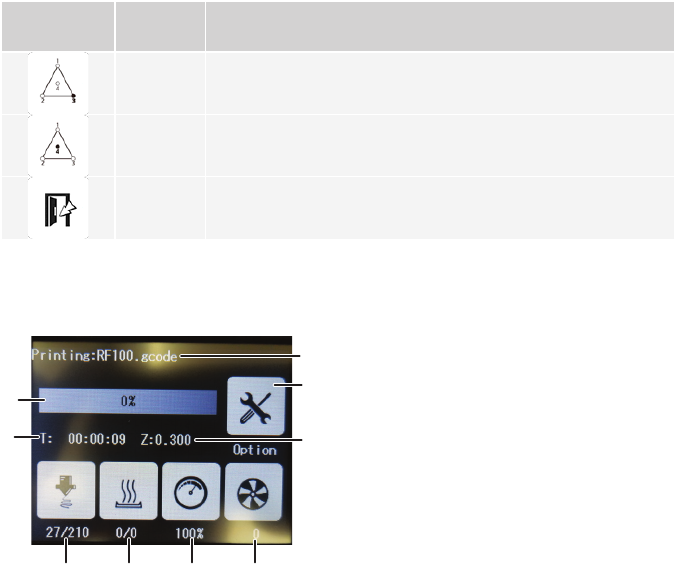
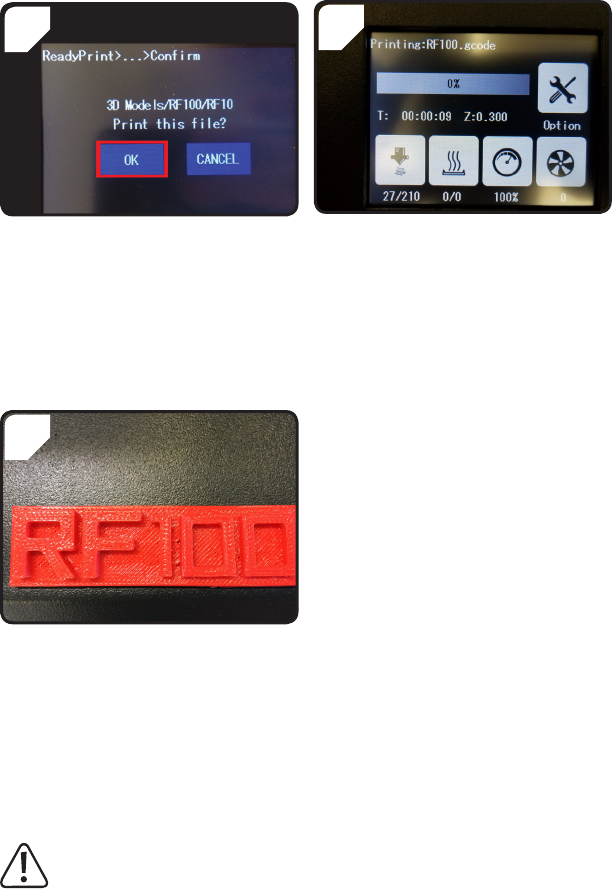
c) Printen starten ............................................................................................................................................36
d) Printen pauzeren .........................................................................................................................................37
e) Parameters tijdens het printen instellen ......................................................................................................38
f) 3D-printer opnieuw starten ..........................................................................................................................38
16. Met de “Cura” software printen .......................................................................................................................... 39
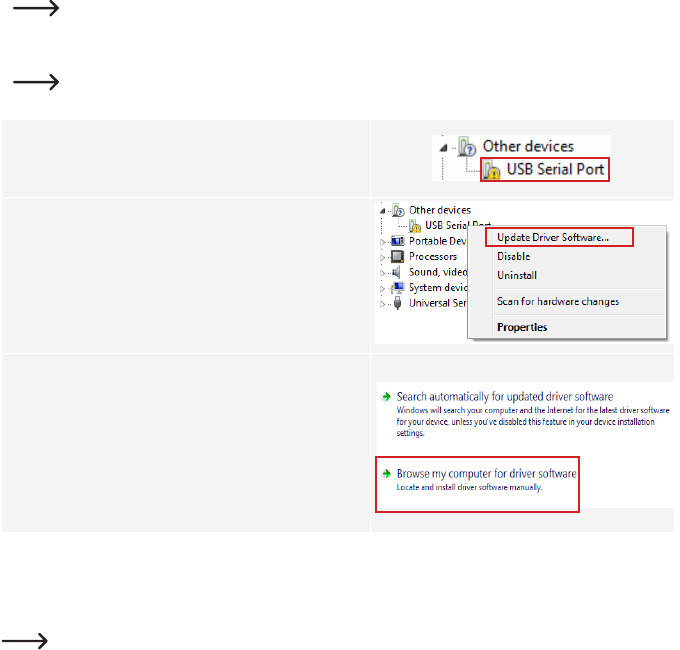
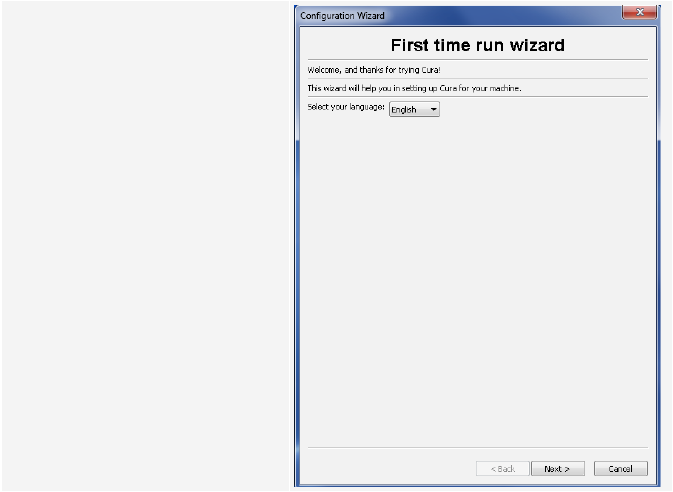
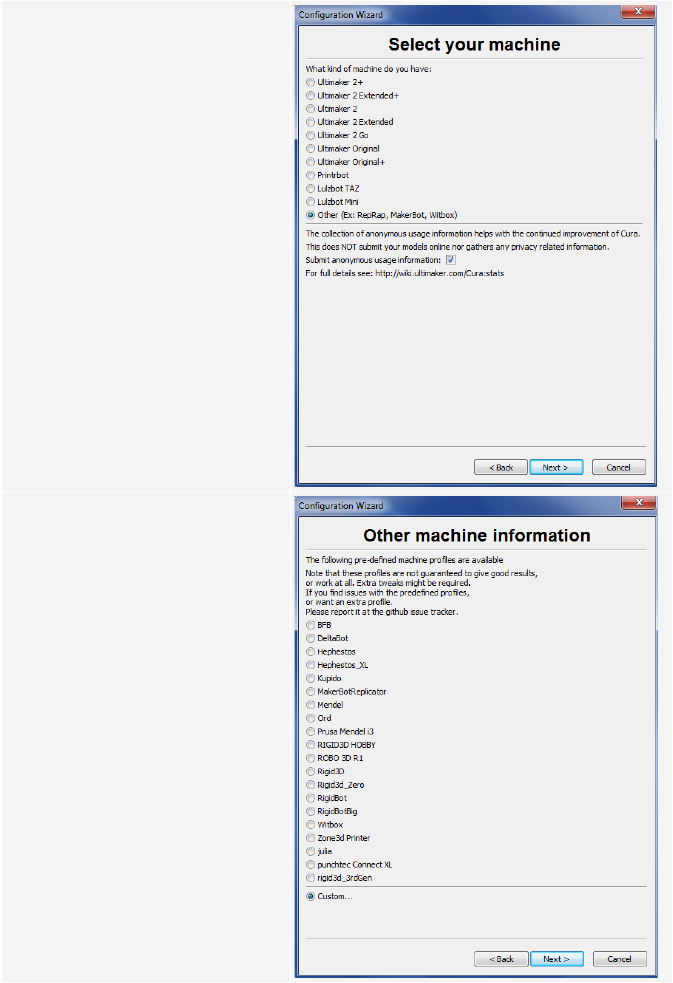
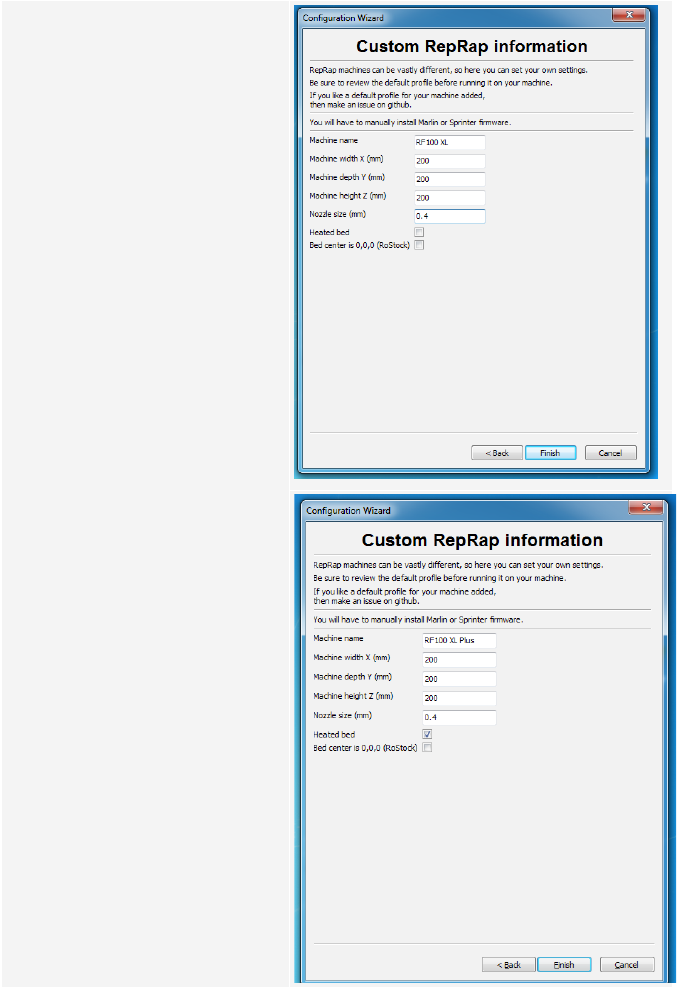
a) Installatie .....................................................................................................................................................39
b) Installatie van de software - Windows
®
........................................................................................................40
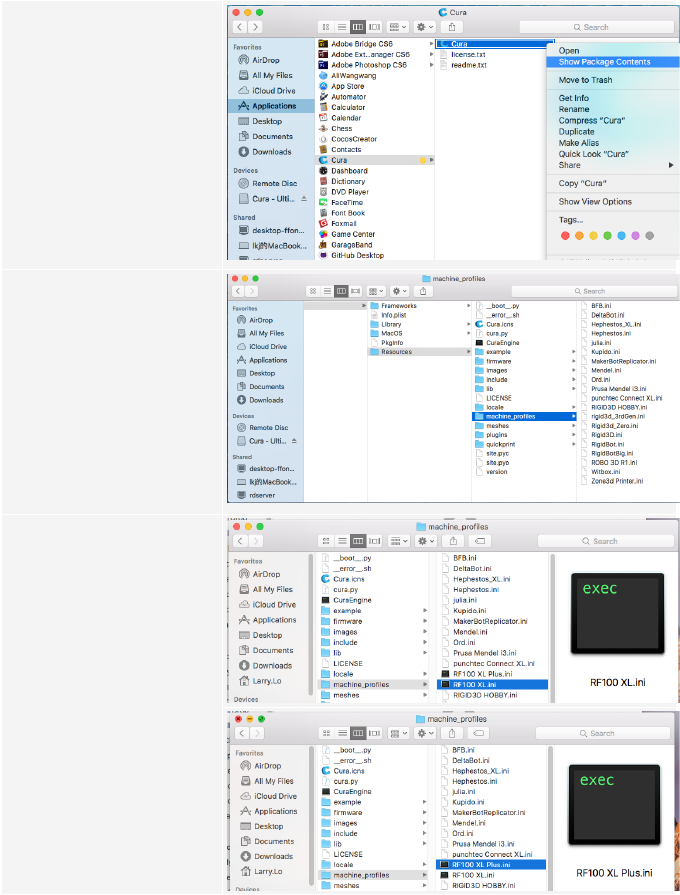
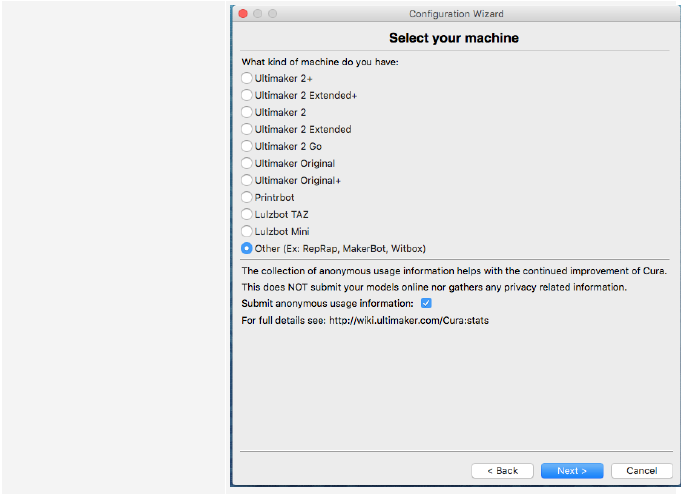
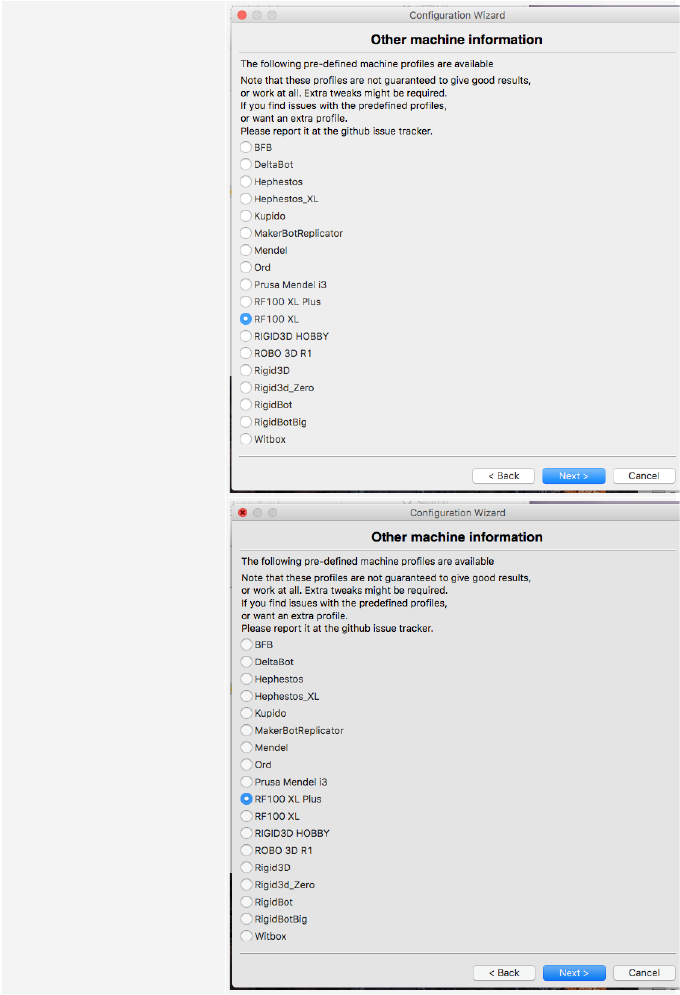
c) Conguratievandesoftware-MacOS .......................................................................................................44
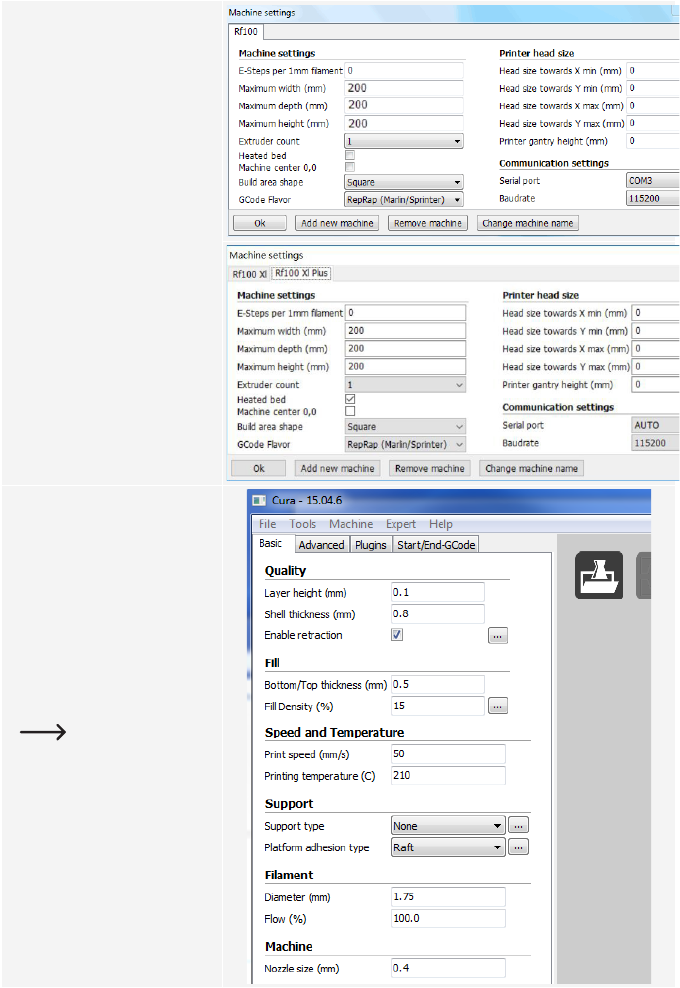
d) Software-instellingen - Windows
®
................................................................................................................ 48
e) Conguratiebestandladen-Windows
®
.......................................................................................................52
f) Conguratiebestandladen-MacOS ..........................................................................................................52
g) Modelbestand laden - Windows
®
en Mac OS .............................................................................................. 53
h) De bedieningsknoppen op het 3D-printer deactiveren ................................................................................54
i) Printen starten .............................................................................................................................................54
j) Printproces stoppen .....................................................................................................................................55
17. Firmware van de 3D-printer actualiseren ...........................................................................................................55
a) Firmware-versieaezen ..............................................................................................................................55
b) Actuelermware-versieinstalleren ............................................................................................................55
18. Reiniging en onderhoud .....................................................................................................................................56
a) Aapparaat reinigen ......................................................................................................................................56
b) Mondstuk reinigen .......................................................................................................................................56
c) Extruder van binnen reinigen .......................................................................................................................57
d) Printbed reinigen .........................................................................................................................................57
e) Filament verwijderen ...................................................................................................................................57
f) 3D-printer opbergen ....................................................................................................................................57
19. Verhelpen van storingen .................................................................................................................................... 58
20. Afvoer ................................................................................................................................................................60
21. Technische gegevens ........................................................................................................................................60
a) Algemeen ....................................................................................................................................................60
b) RF100 XL Plus (bestelnr. 1592461).............................................................................................................61
c) RF100 XL r2 (bestelnr. 1891634) ................................................................................................................61