ii
Contents
1 Read first.................................................................................................................... 4
1.1 Symbols..................................................................................................................................................................................... 4
2 X8 MIG Welder.......................................................................................................... 8
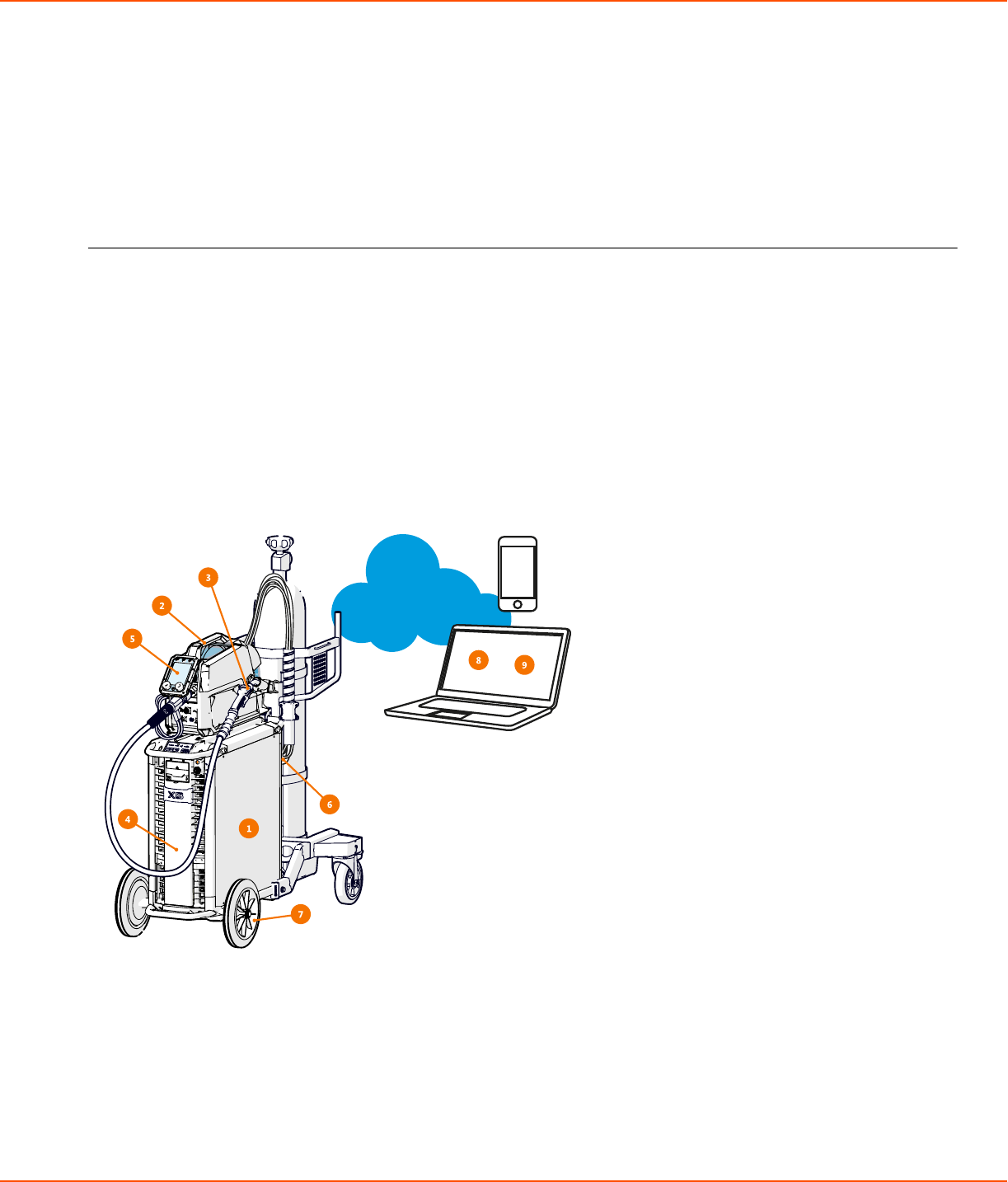
2.1 System introduction............................................................................................................................................................. 8
2.1.1 Introduction to WeldEye for welding procedure and qualification management....................... 9
2.2 System structure..................................................................................................................................................................10
2.2.1 X8 Power Source.................................................................................................................................................11
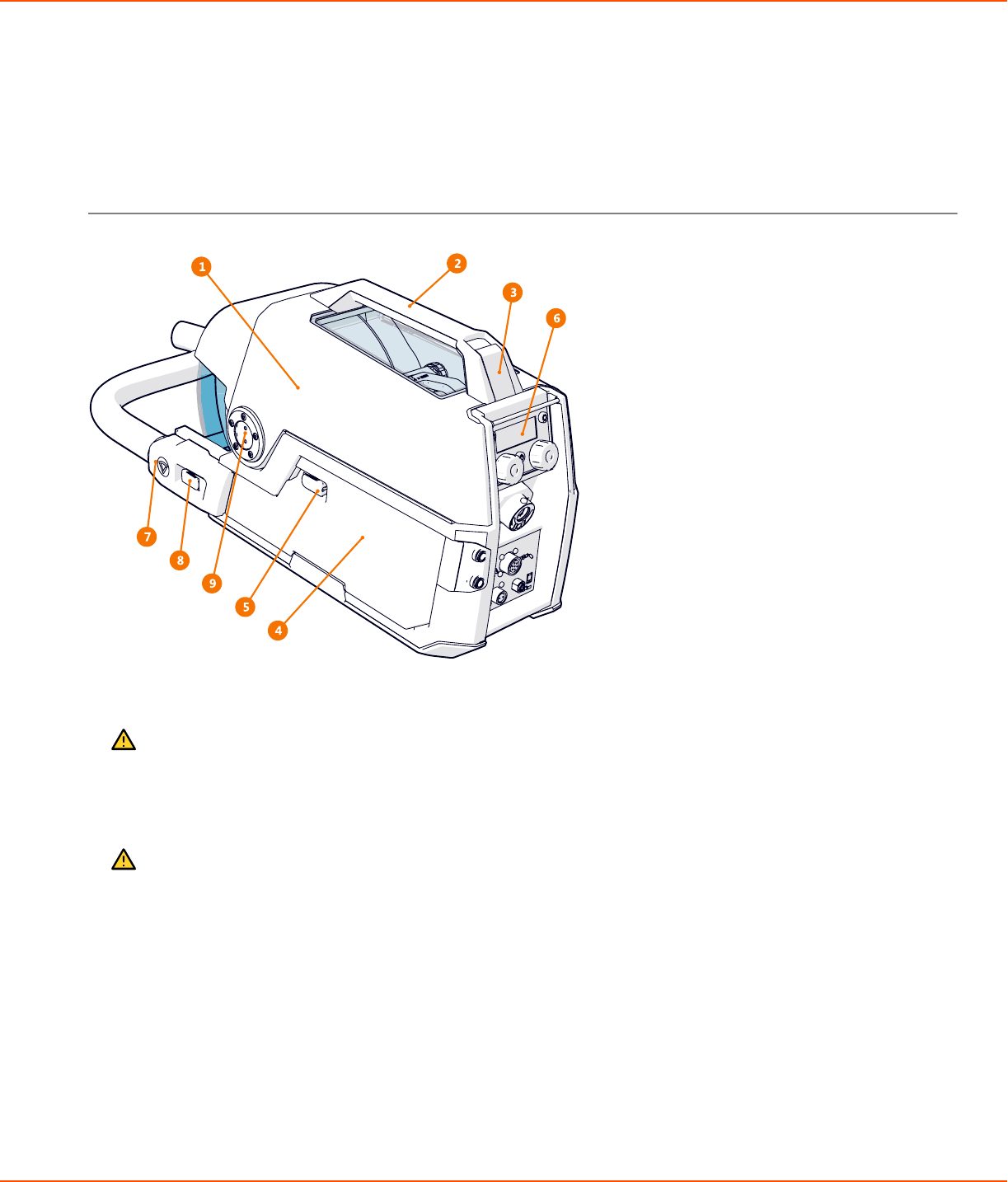
2.2.2 X8 Wire Feeder....................................................................................................................................................15
2.2.3 X8 MIG Guns........................................................................................................................................................ 20
2.2.4 Control Pad............................................................................................................................................................22
2.3 Installation..............................................................................................................................................................................25
2.3.1 Before installation...............................................................................................................................................25
2.3.2 Power Source installation................................................................................................................................26
2.3.3 Wire Feeder installation...................................................................................................................................34
2.3.4 Cables installation...............................................................................................................................................50
2.3.5 Control Pad installation....................................................................................................................................55
2.3.6 Welding gun installation..................................................................................................................................59
2.3.7 Lifting X8 MIG Welder......................................................................................................................................78
2.3.8 Purchasing and managing welding software..........................................................................................79
2.3.9 Optional accessories..........................................................................................................................................79
2.4 Operation............................................................................................................................................................................... 84
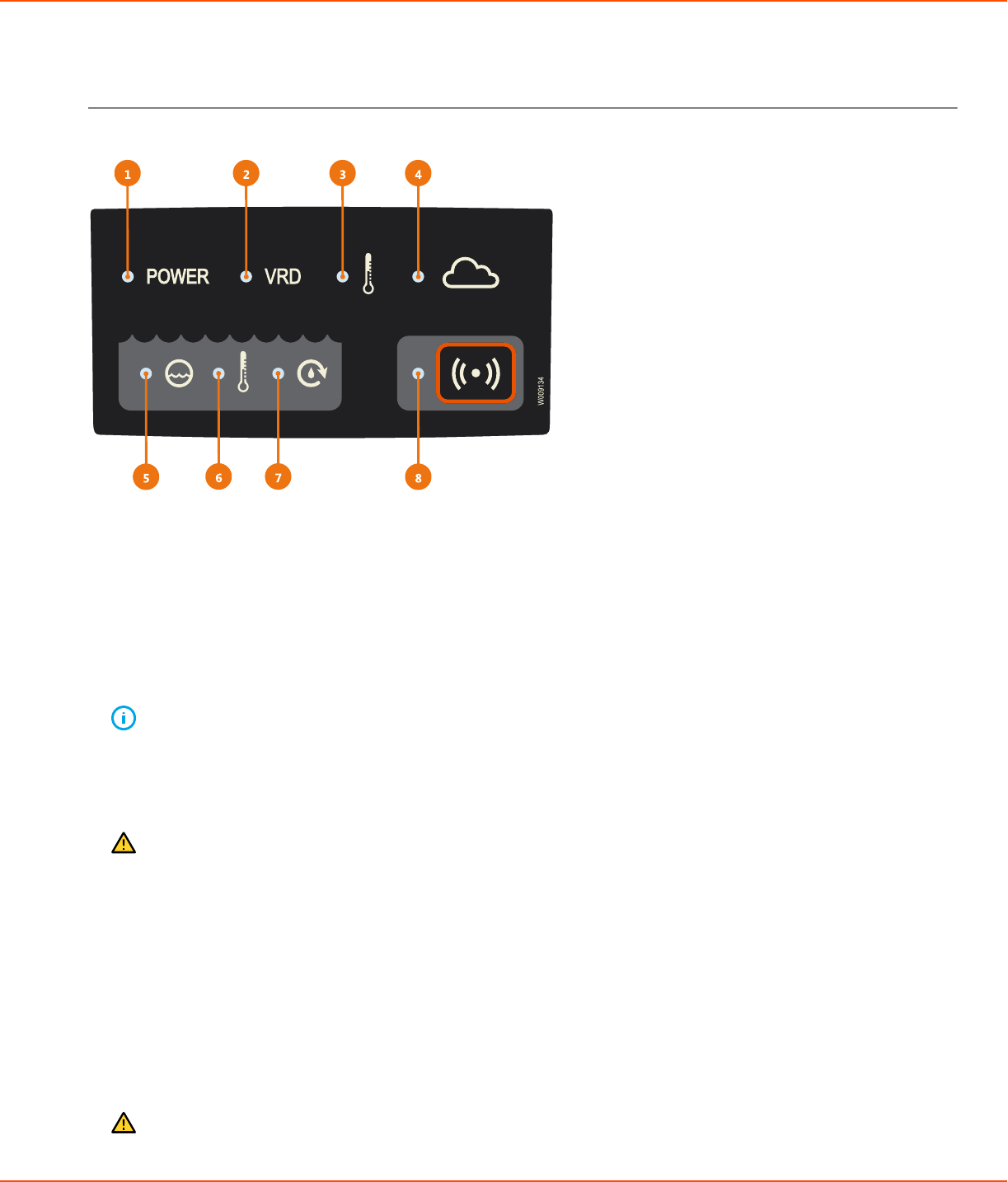
2.4.1 X8 MIG Welder control devices....................................................................................................................84
2.4.2 Preparing welding system for use.............................................................................................................101
2.4.3 How to use welding system........................................................................................................................110
2.5 Troubleshooting................................................................................................................................................................ 166
2.5.1 Error codes..........................................................................................................................................................170
2.6 Maintenance....................................................................................................................................................................... 170
2.6.1 Daily maintenance............................................................................................................................................171
2.6.2 Periodic maintenance of power source and wire feeder..................................................................173
2.6.3 Service workshops........................................................................................................................................... 174
2.7 Technical data.................................................................................................................................................................... 174
2.7.1 X8 Power Source 400 A / 400AMV....................................................................................................... 174
2.7.2 X8 Power Source 500 A / 500AMV....................................................................................................... 176
2.7.3 X8 Power Source 600 A / 600AMV....................................................................................................... 178
2.7.4 X8 Cooler.............................................................................................................................................................180
2.7.5 X8 Wire Feeder..................................................................................................................................................180
2.7.6 X8 Control Pad..................................................................................................................................................181
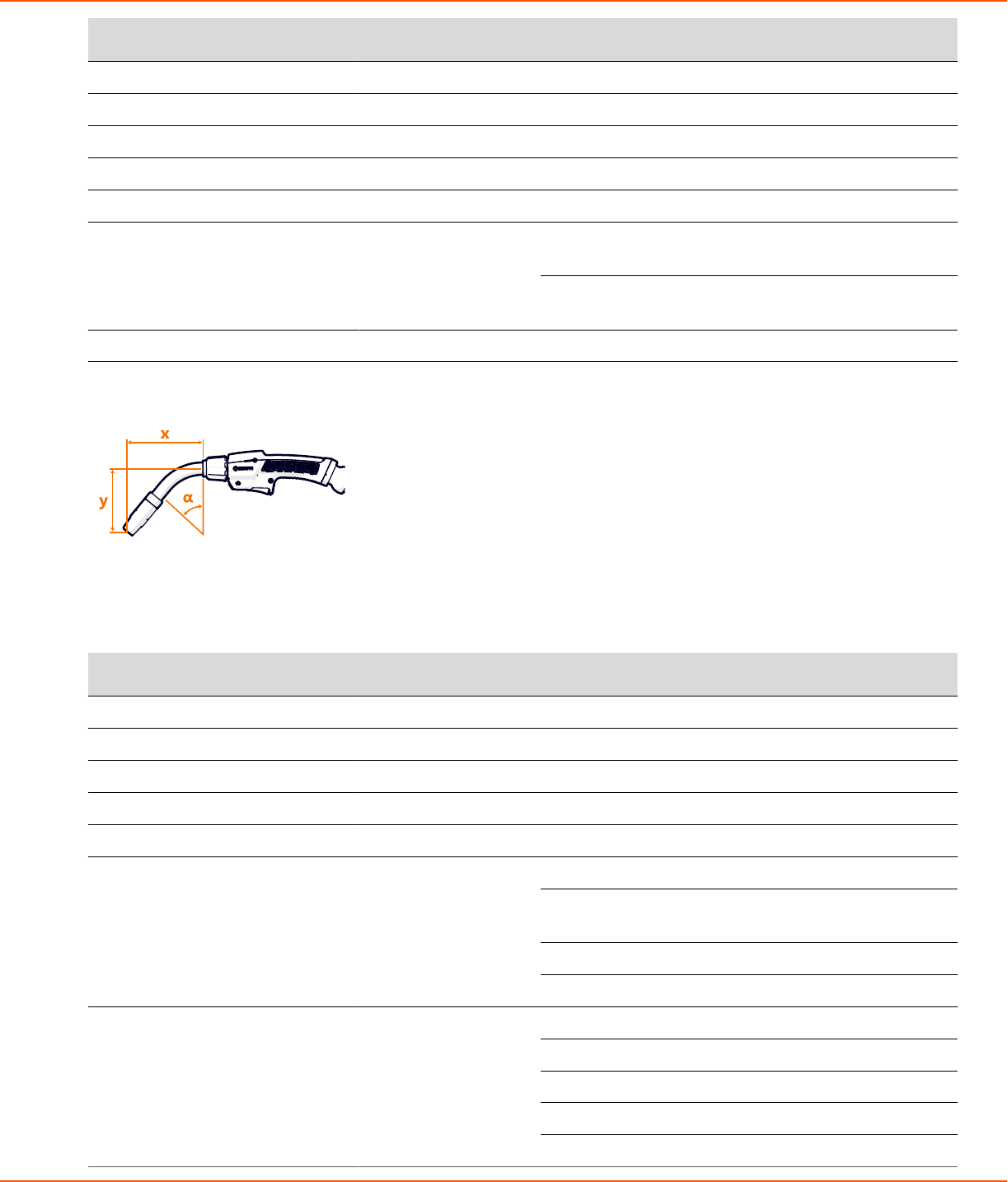
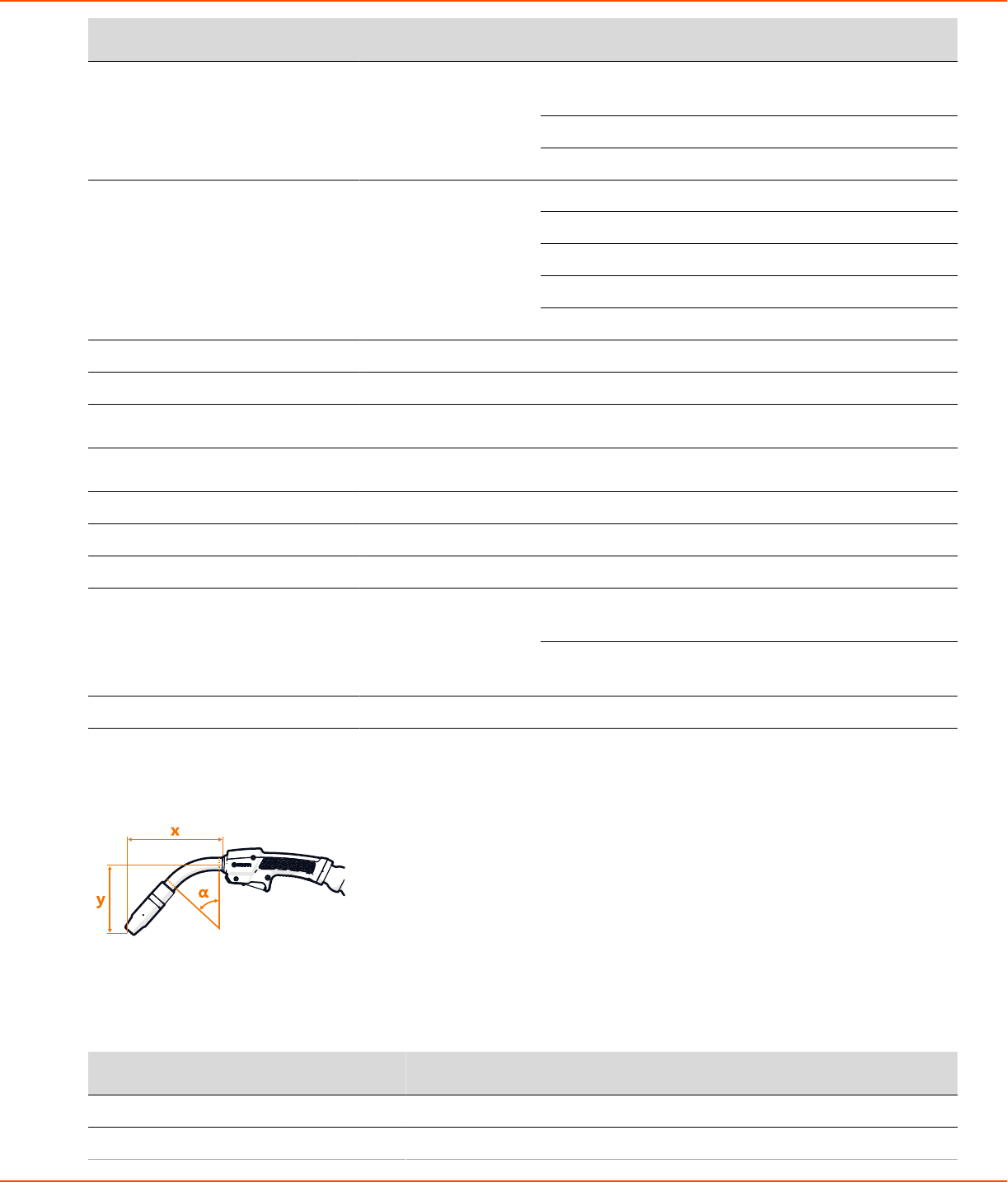
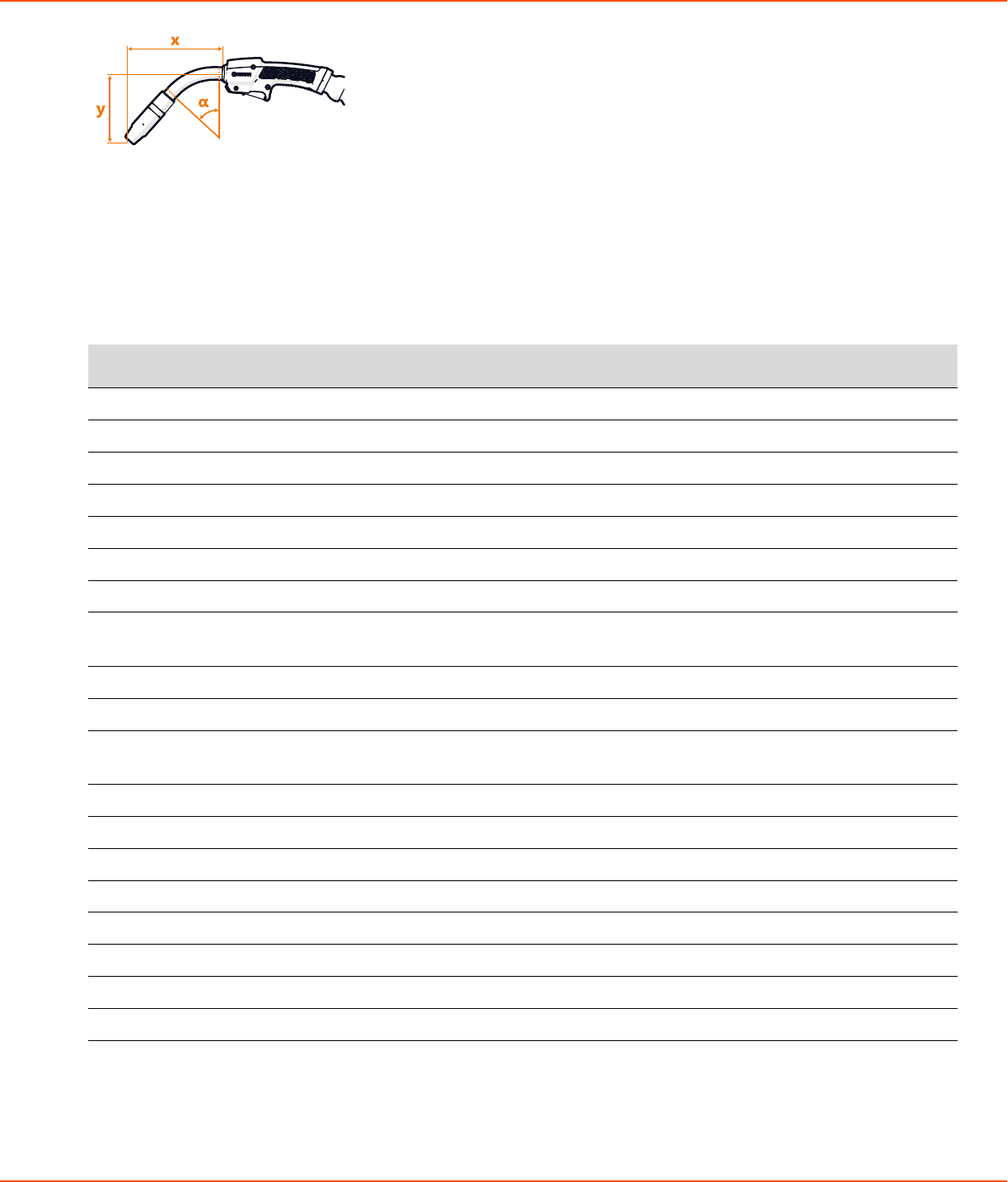
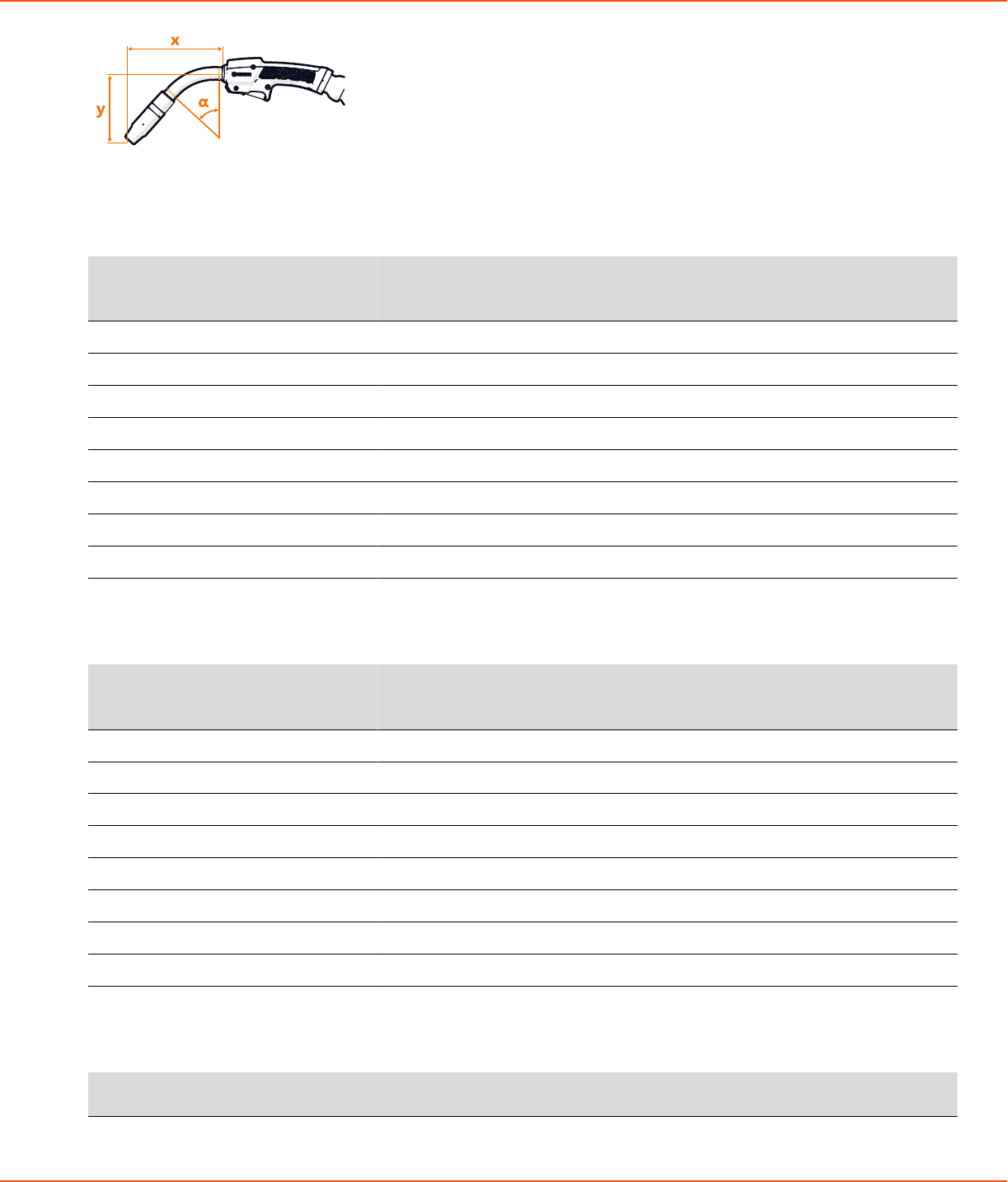
2.7.7 X8 MIG Gun 200-g..........................................................................................................................................182
2.7.8 X8 MIG Gun 300-g..........................................................................................................................................183
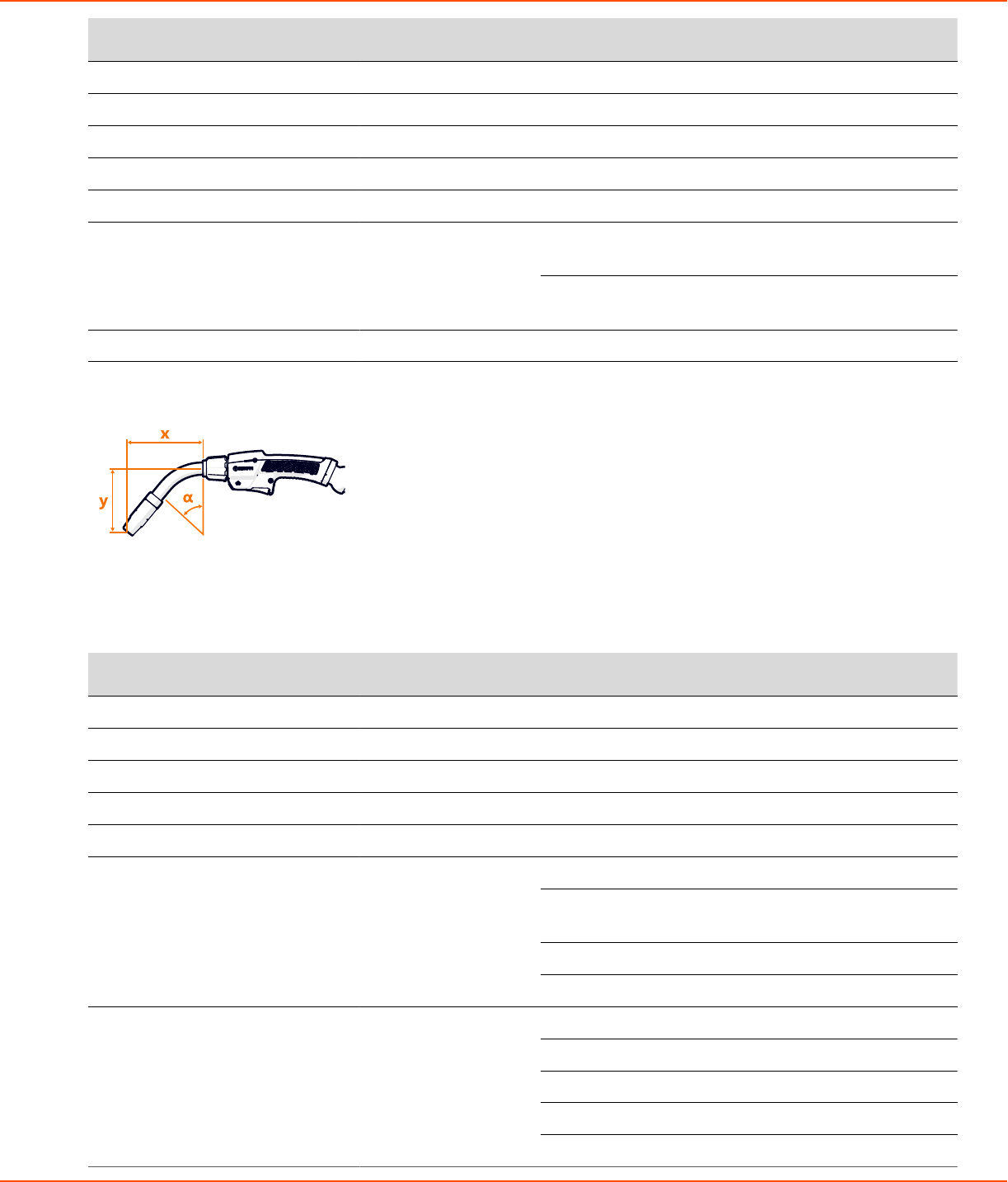
2.7.9 X8 MIG Gun 400-g..........................................................................................................................................184
2.7.10 X8 MIG Gun 420-w.......................................................................................................................................185
2.7.11 X8 MIG Gun 520-w.......................................................................................................................................186
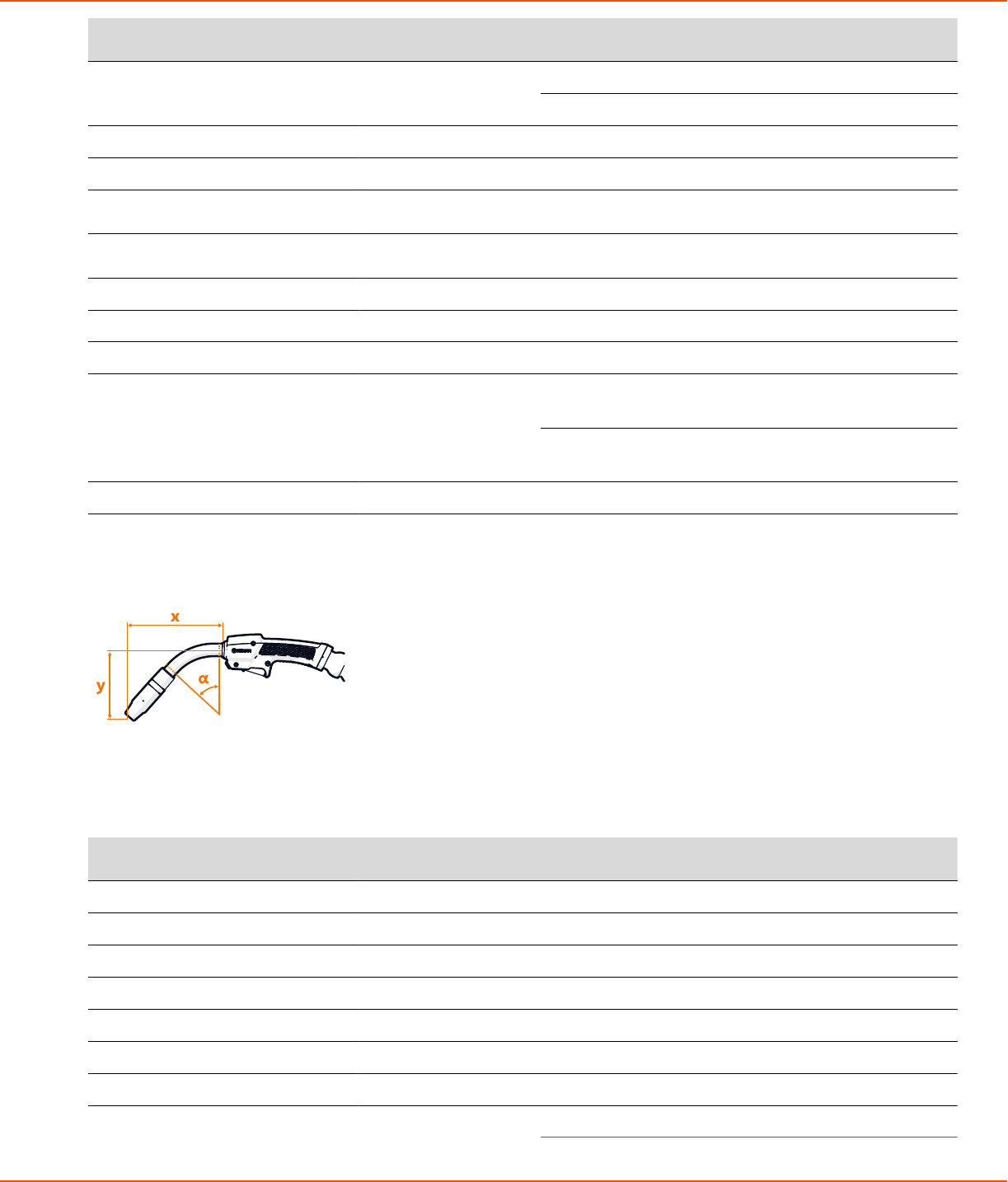
2.7.12 X8 MIG Gun 600-w.......................................................................................................................................187
2.7.13 X8 MIG Gun WS 420-w...............................................................................................................................189