ii
Inhalt
1 Bitte zuerst lesen.......................................................................................................4
1.1 Symbole.....................................................................................................................................................................................4
2 X8 MIG Welder.......................................................................................................... 8
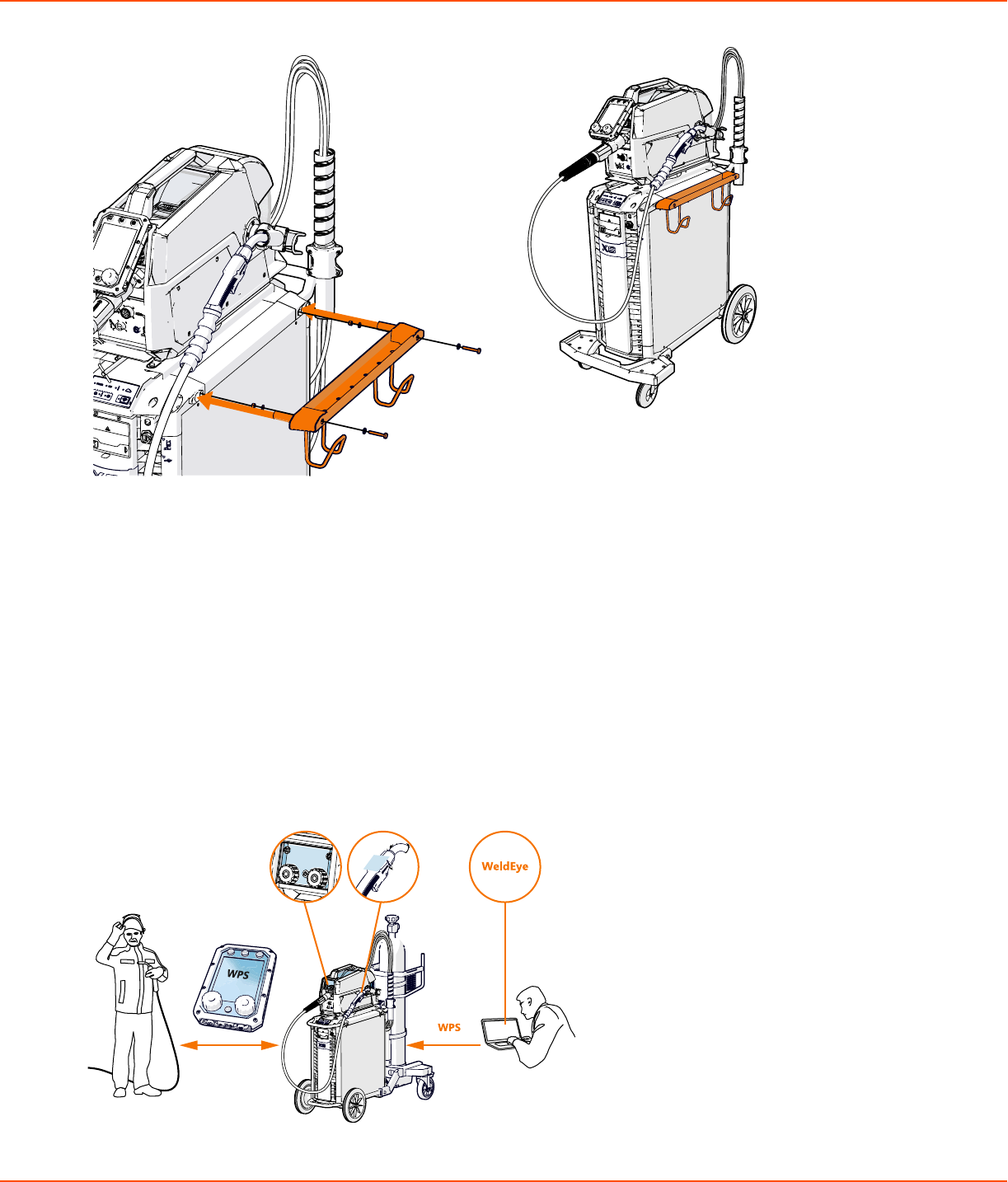
2.1 Einführung in das System..................................................................................................................................................8
2.1.1 Einführung in WeldEye for Welding Procedure and Qualification Management.........................9
2.2 Systemstruktur......................................................................................................................................................................10
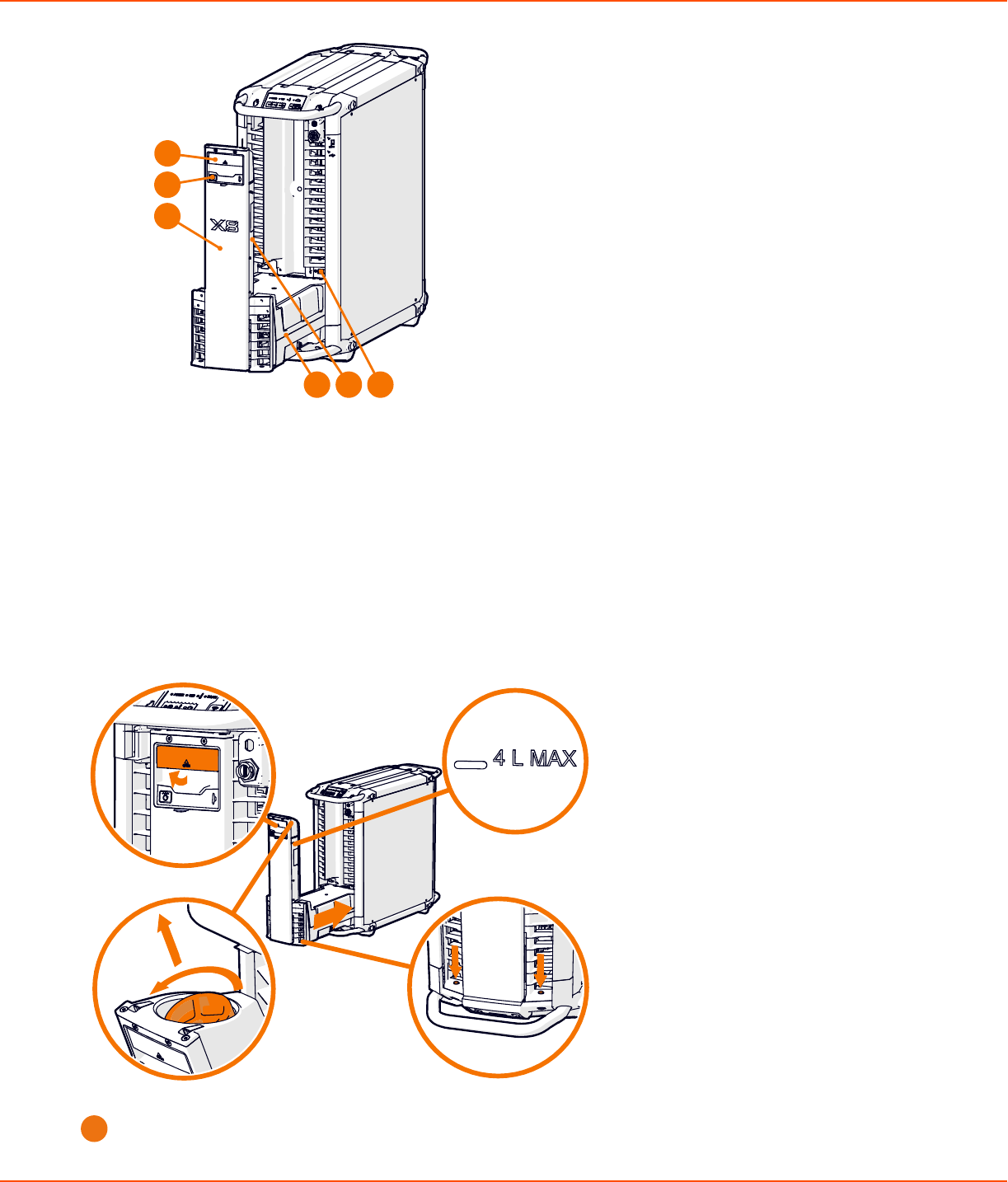
2.2.1 X8 Power Source.................................................................................................................................................11
2.2.2 X8 Wire Feeder....................................................................................................................................................15
2.2.3 X8 MIG Guns........................................................................................................................................................ 21
2.2.4 Control Pad............................................................................................................................................................23
2.3 Installation..............................................................................................................................................................................26
2.3.1 Vor der Installation.............................................................................................................................................26
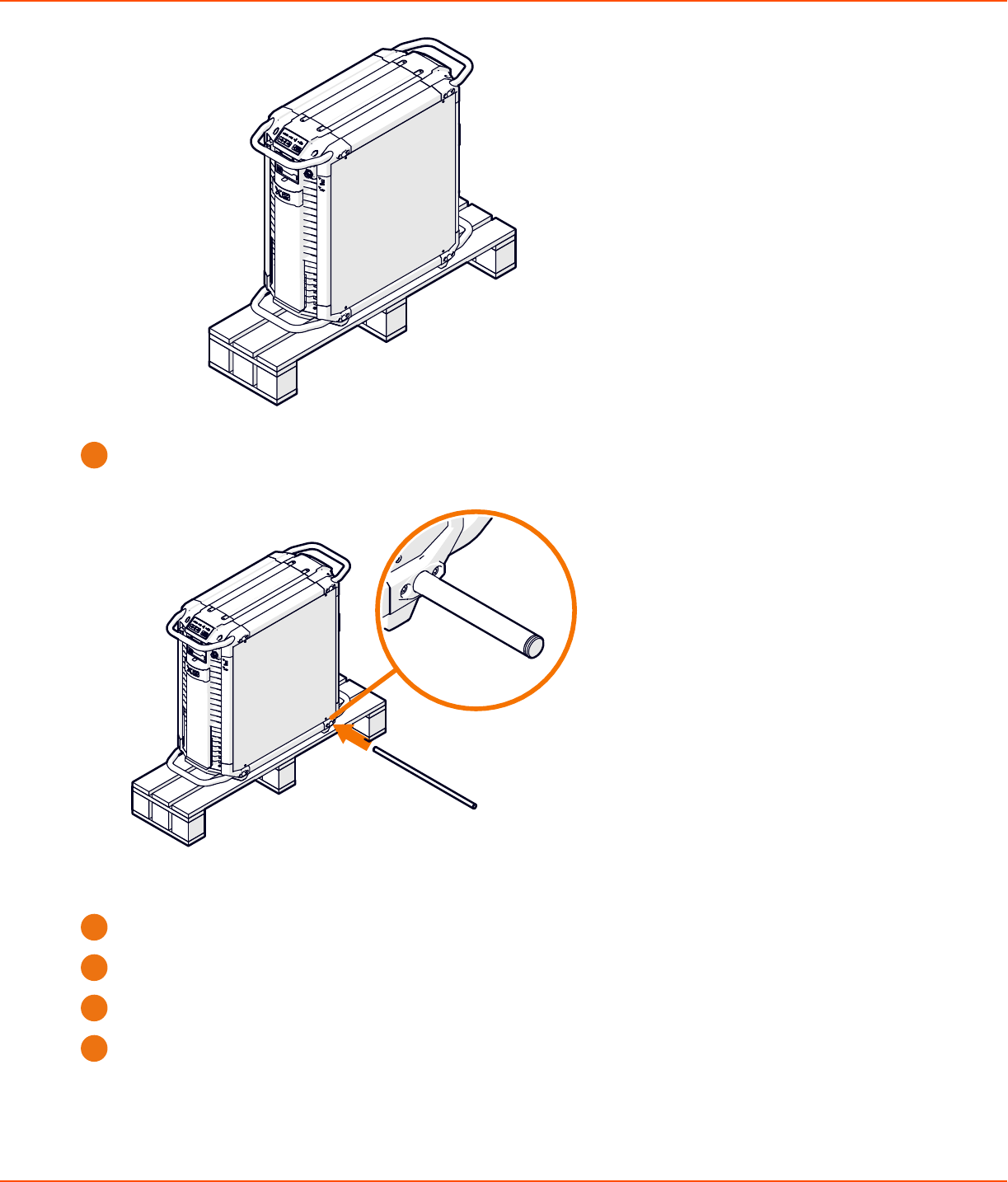
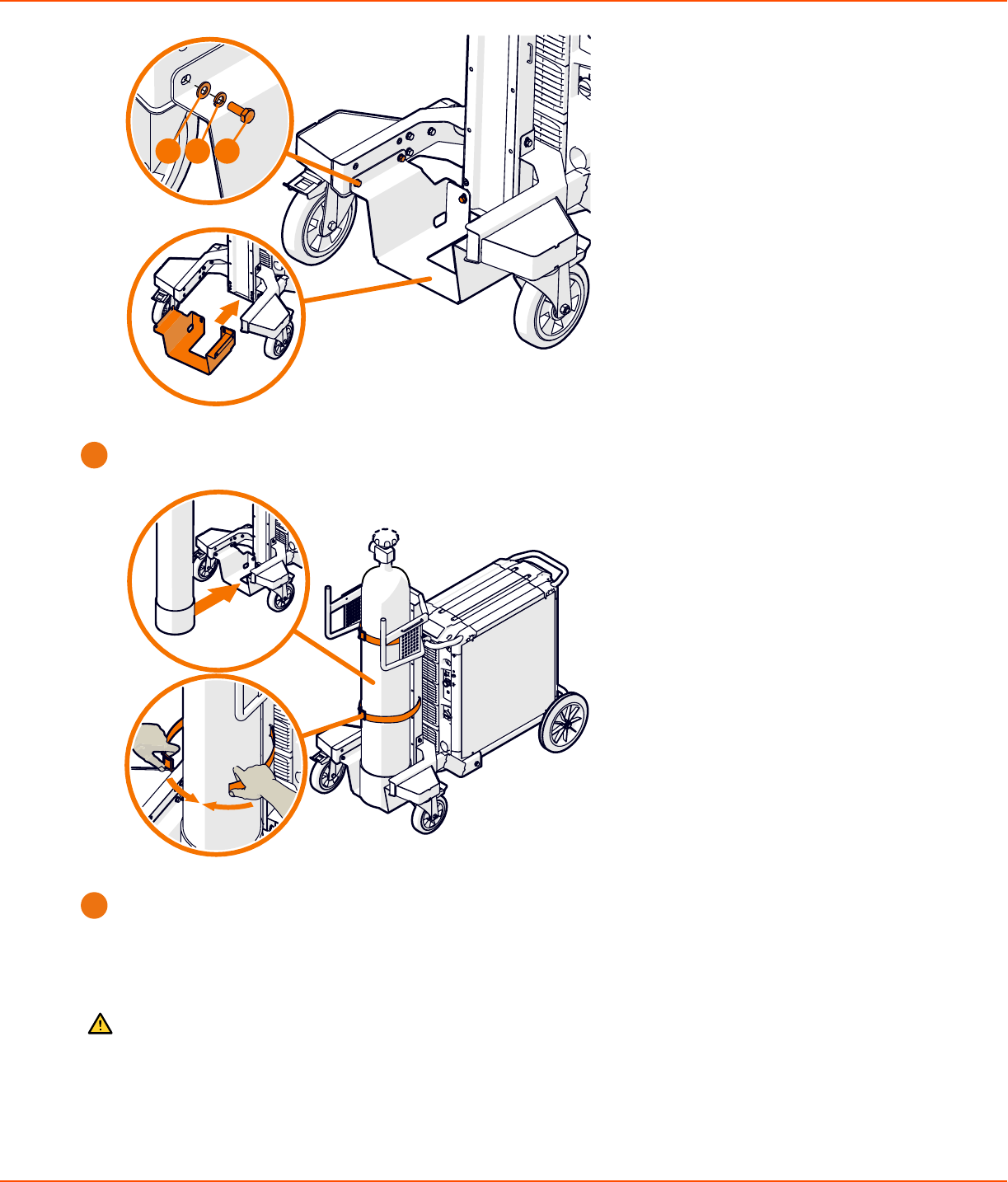
2.3.2 Installation der Stromquelle...........................................................................................................................27
2.3.3 Installation des Drahtvorschubs................................................................................................................... 35
2.3.4 Installation der Kabel........................................................................................................................................ 52
2.3.5 Anschluss Control Pad......................................................................................................................................56
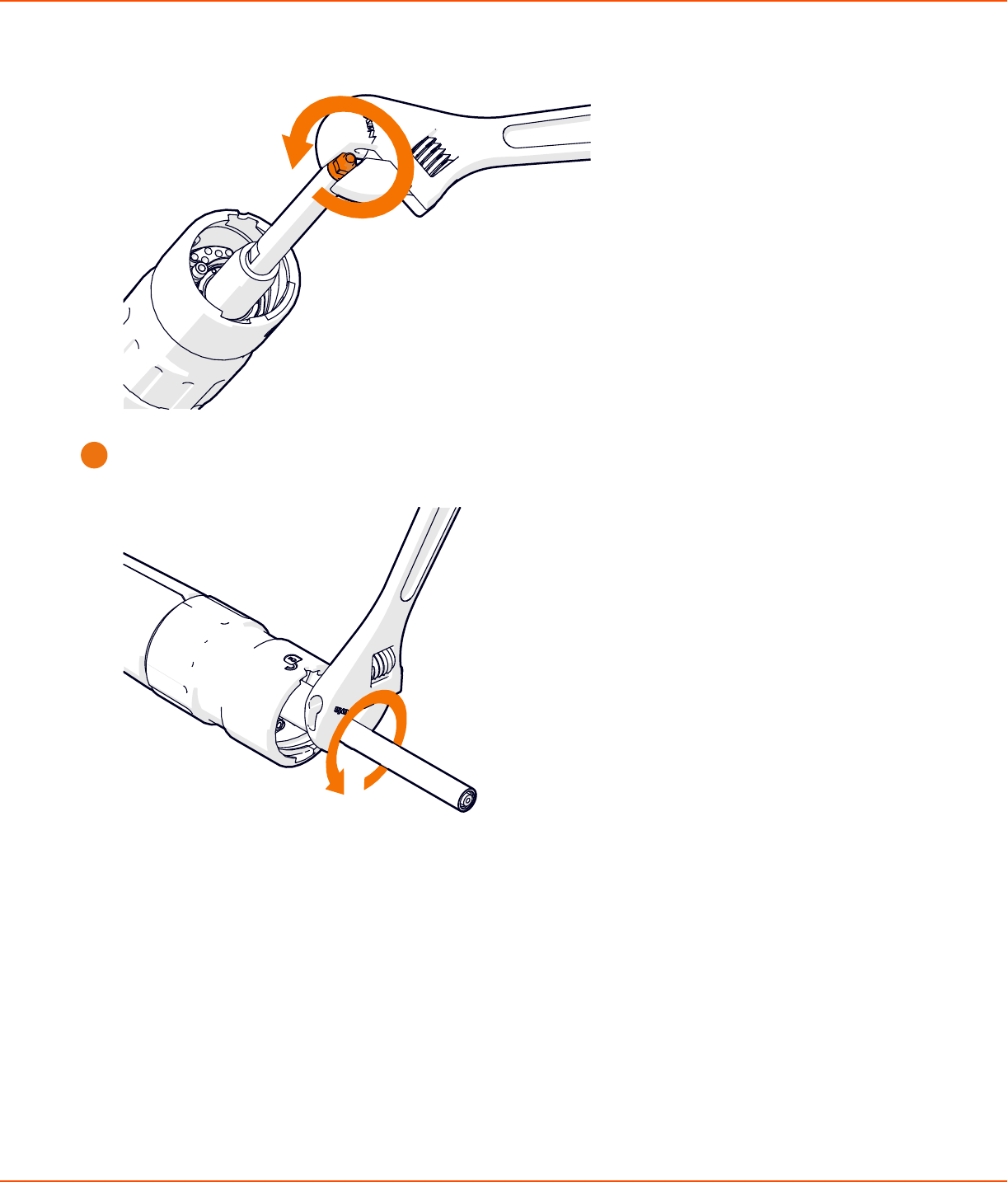
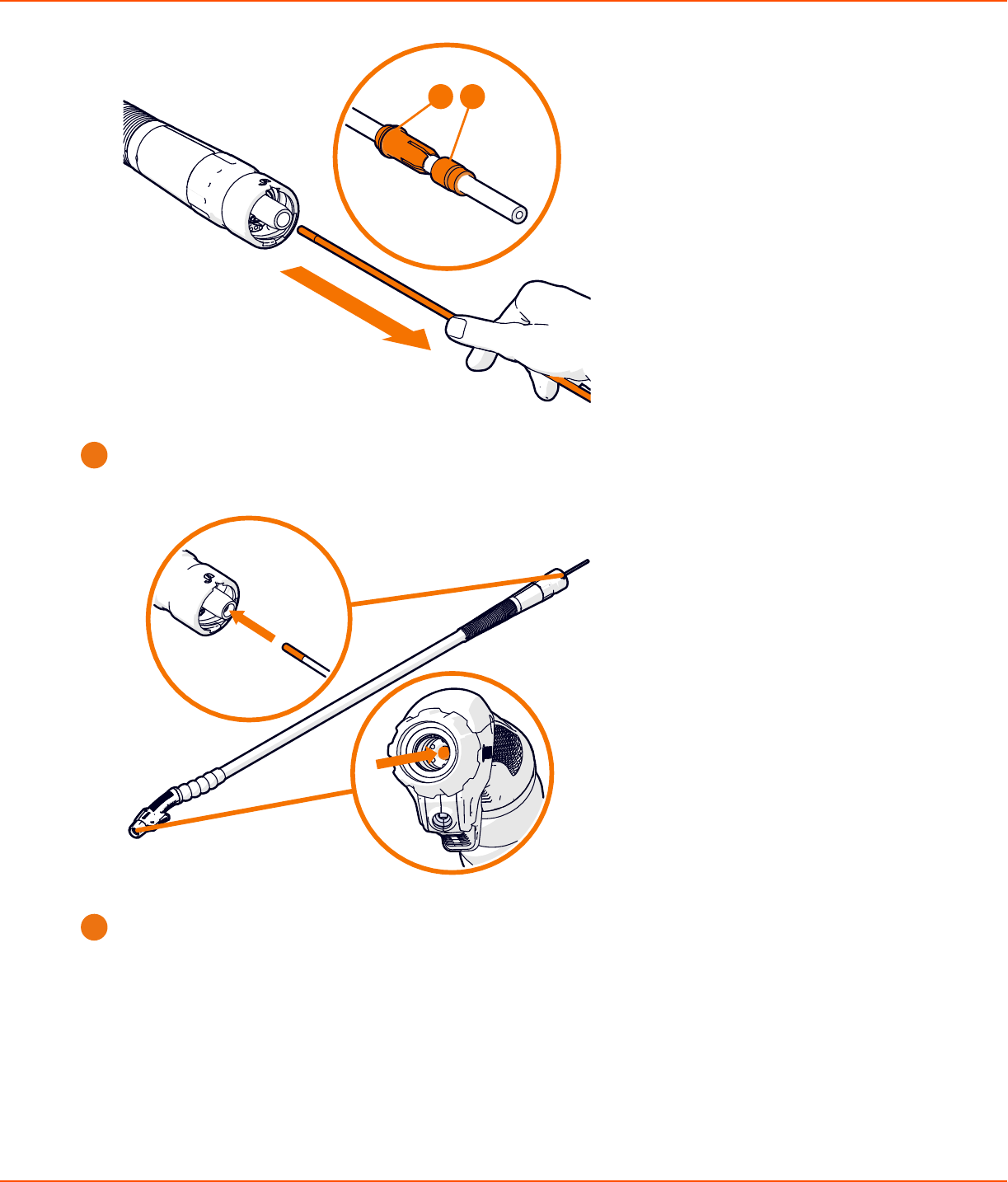
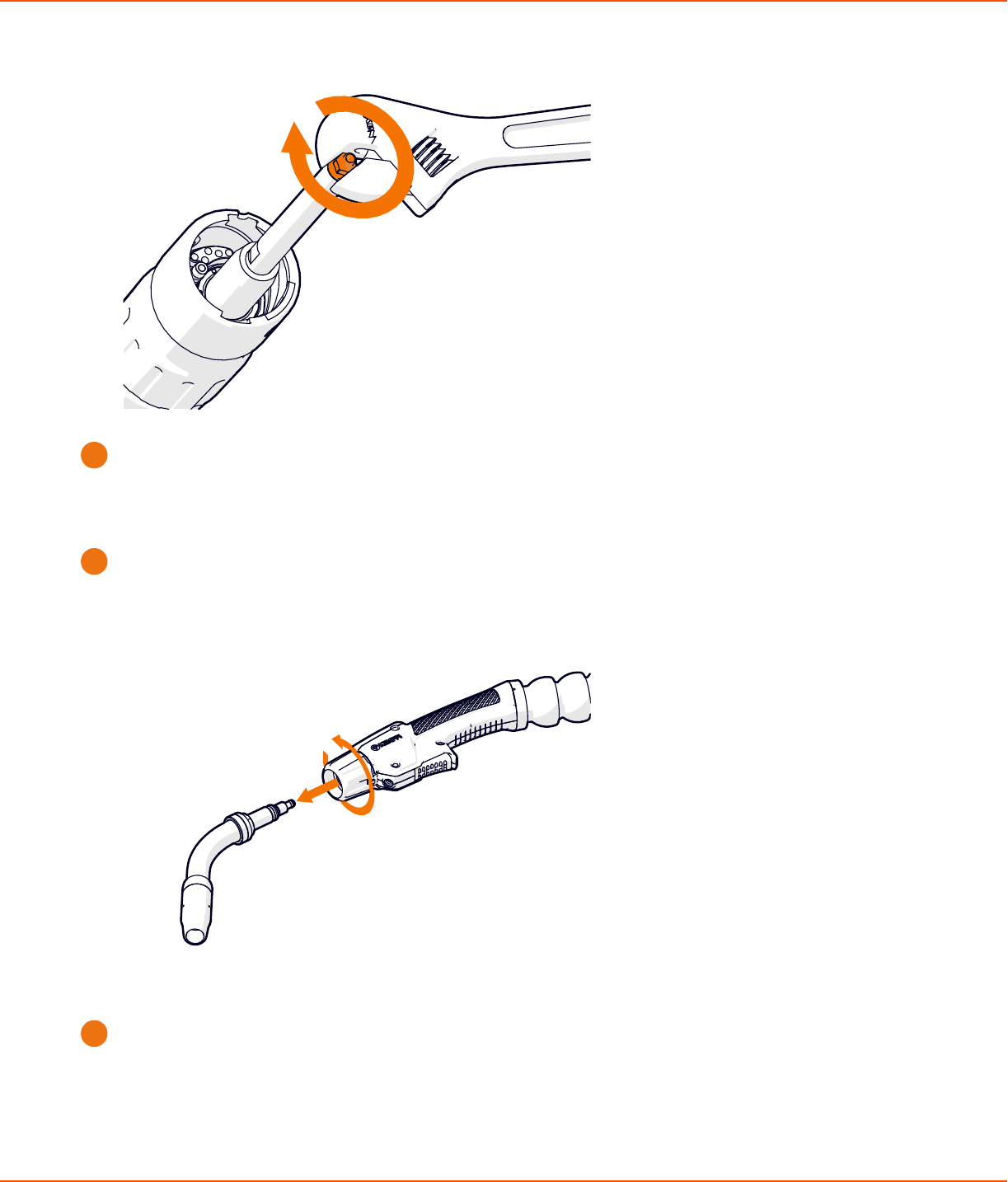
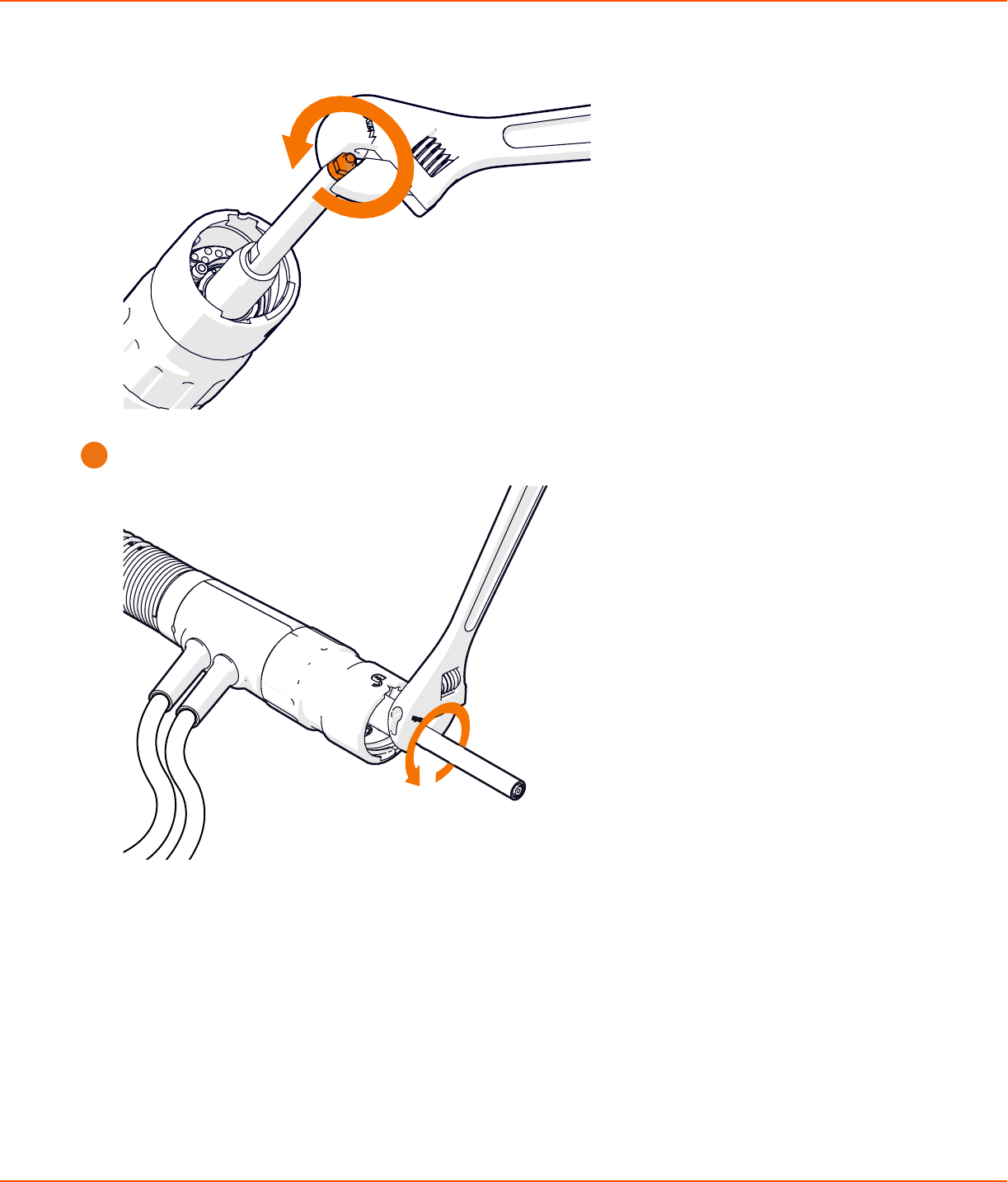
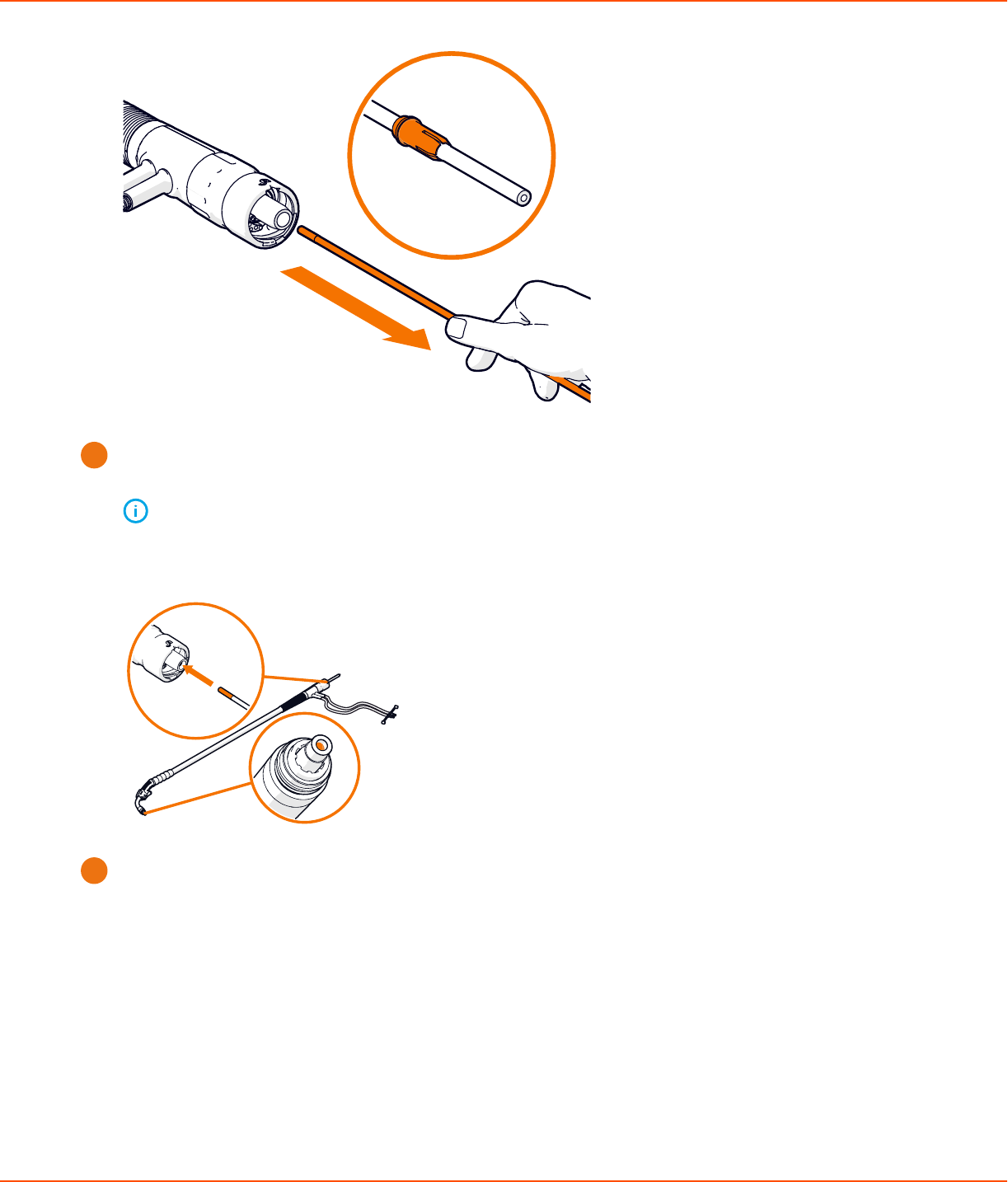
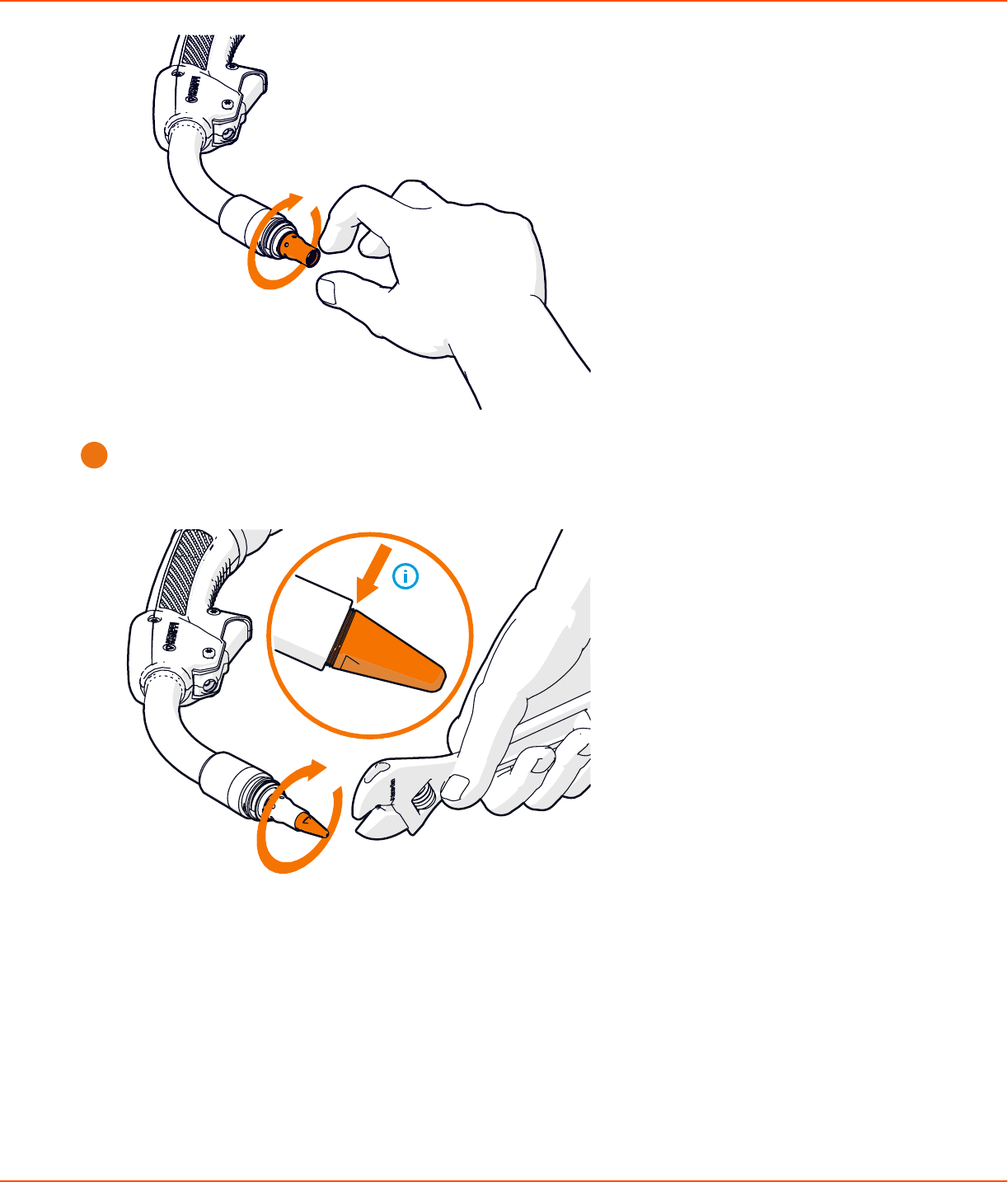
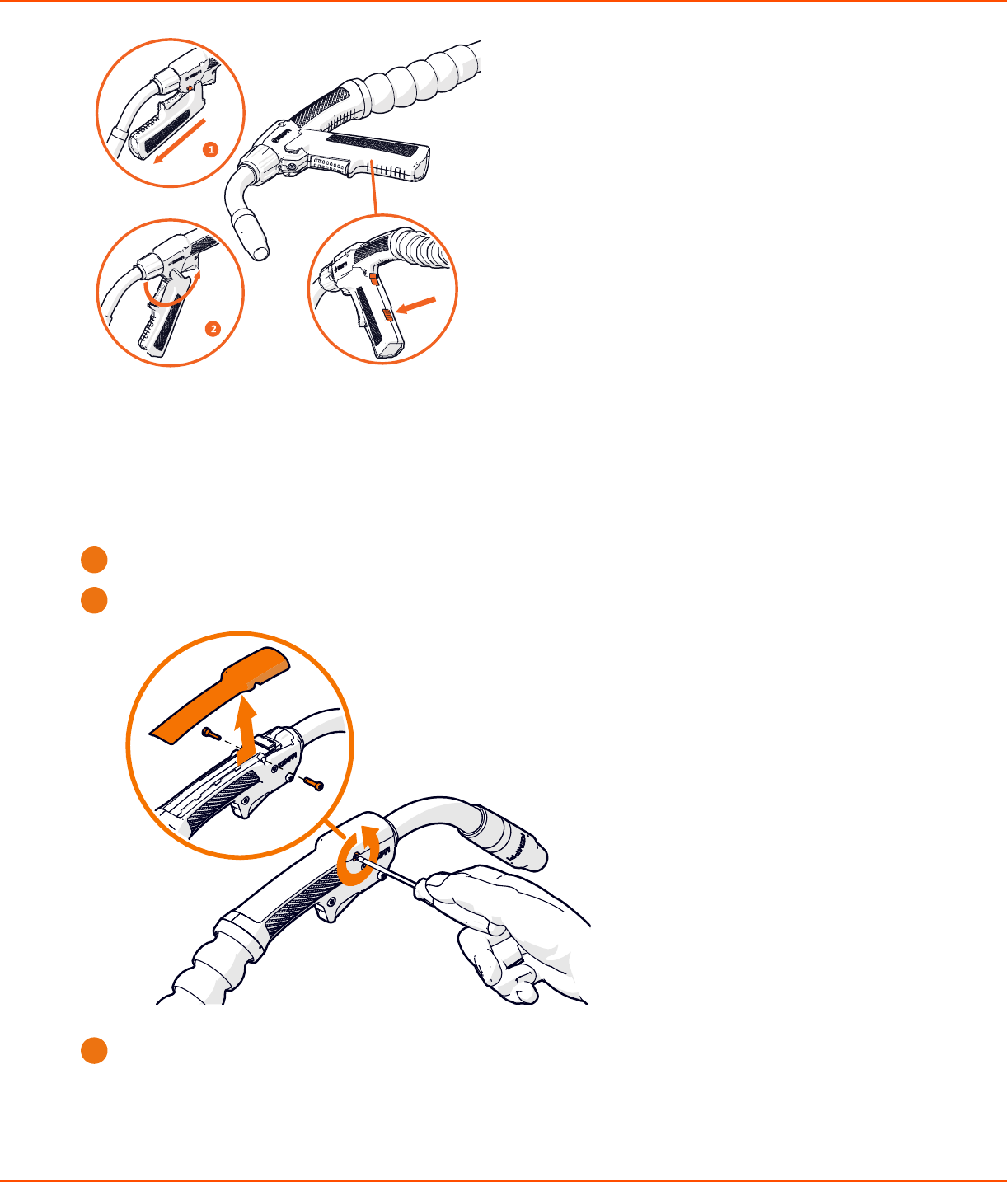
2.3.6 Installation des Schweißbrenners.................................................................................................................60
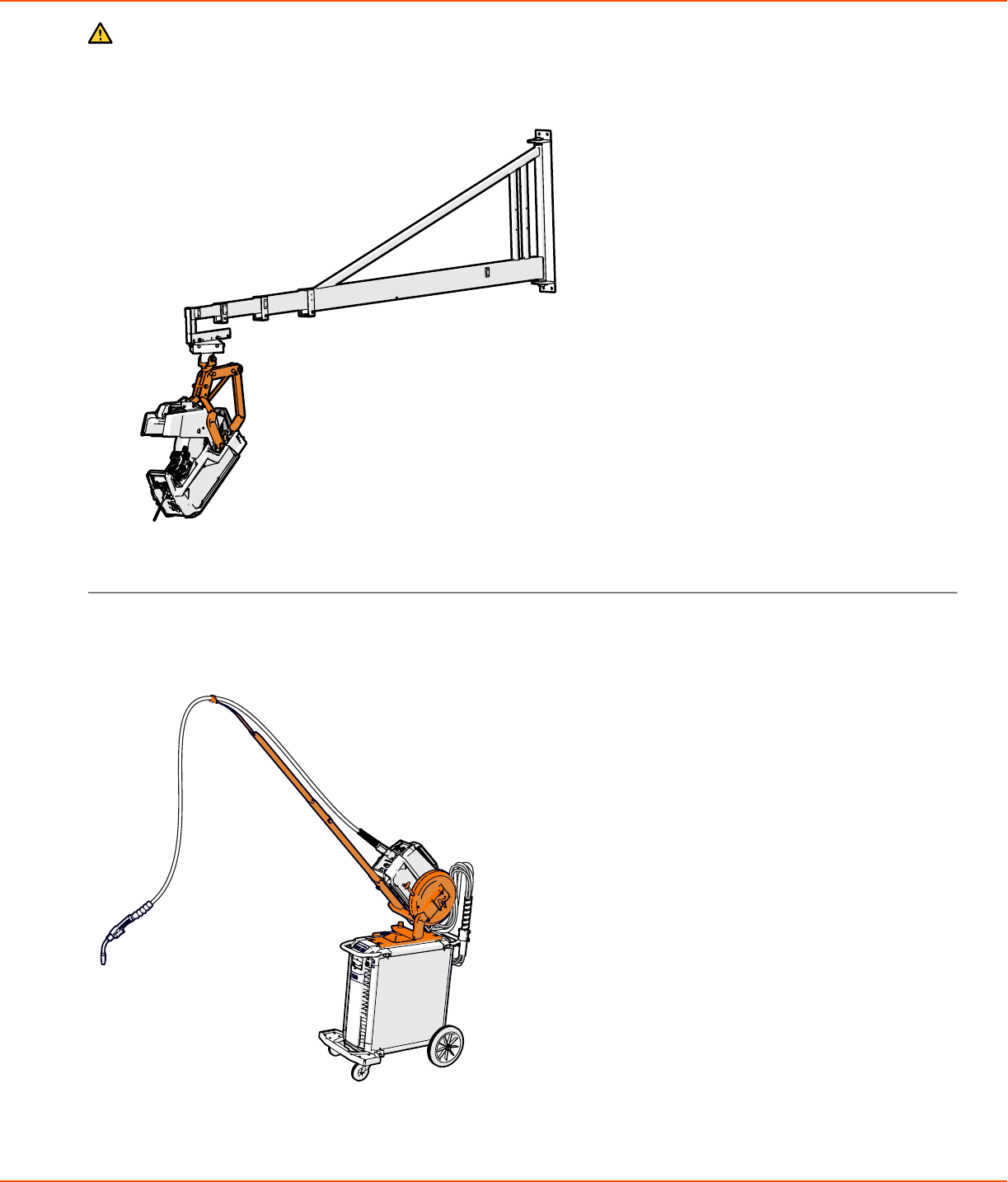
2.3.7 Anheben des X8 MIG Welder........................................................................................................................80
2.3.8 Kauf und Verwaltung von Schweißsoftware............................................................................................ 81
2.3.9 Optionales Zubehör...........................................................................................................................................81
2.4 Betrieb......................................................................................................................................................................................85
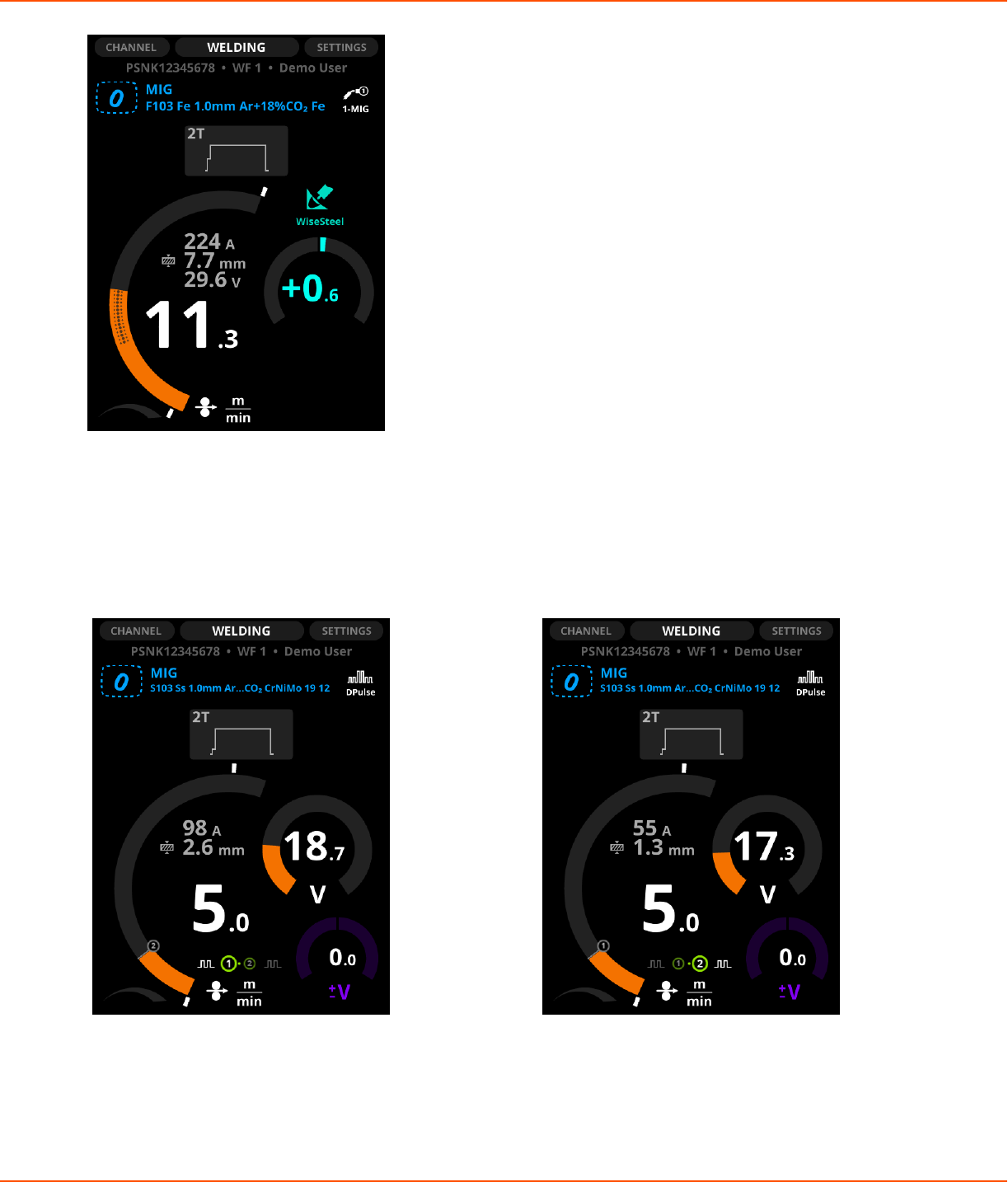
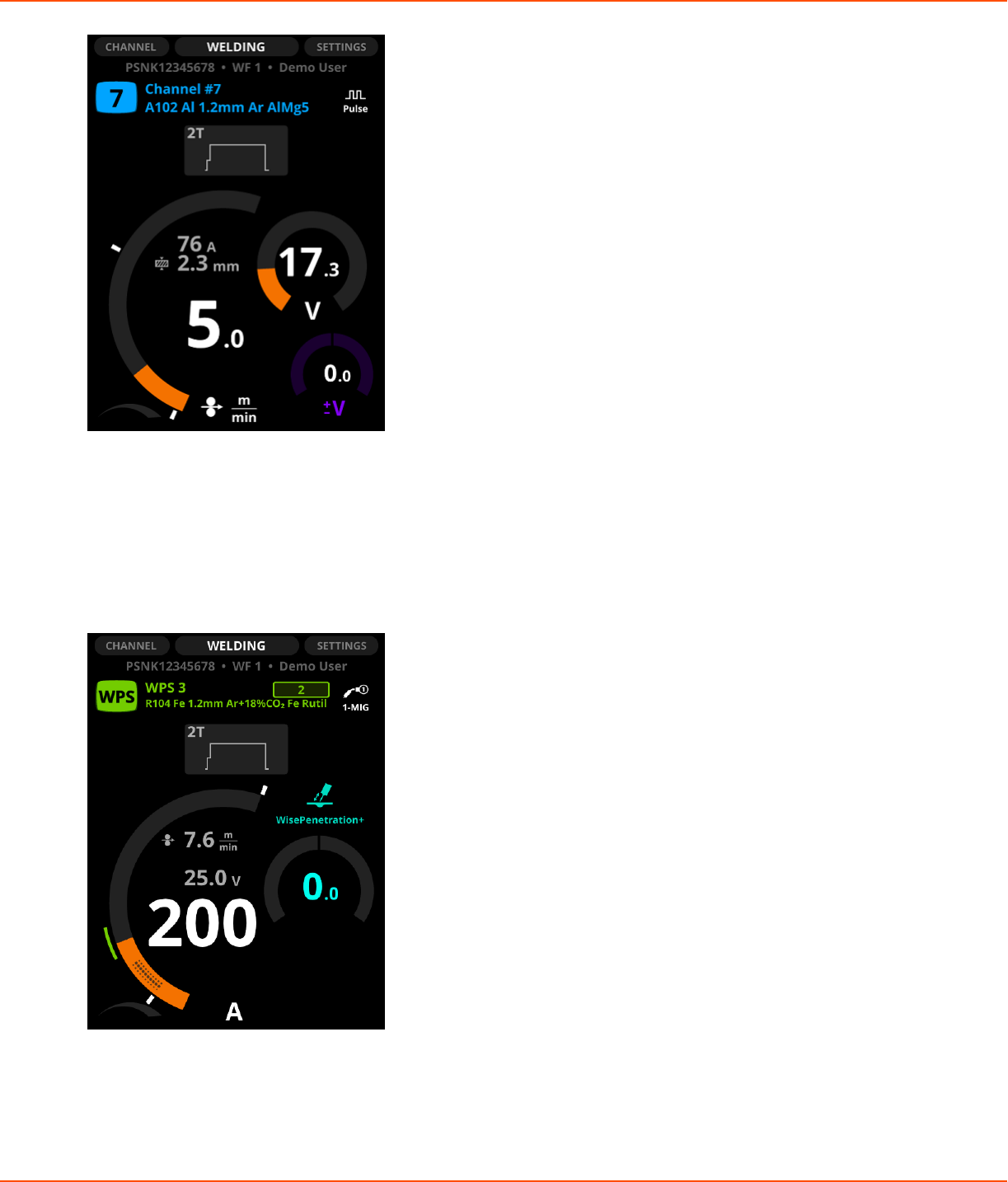
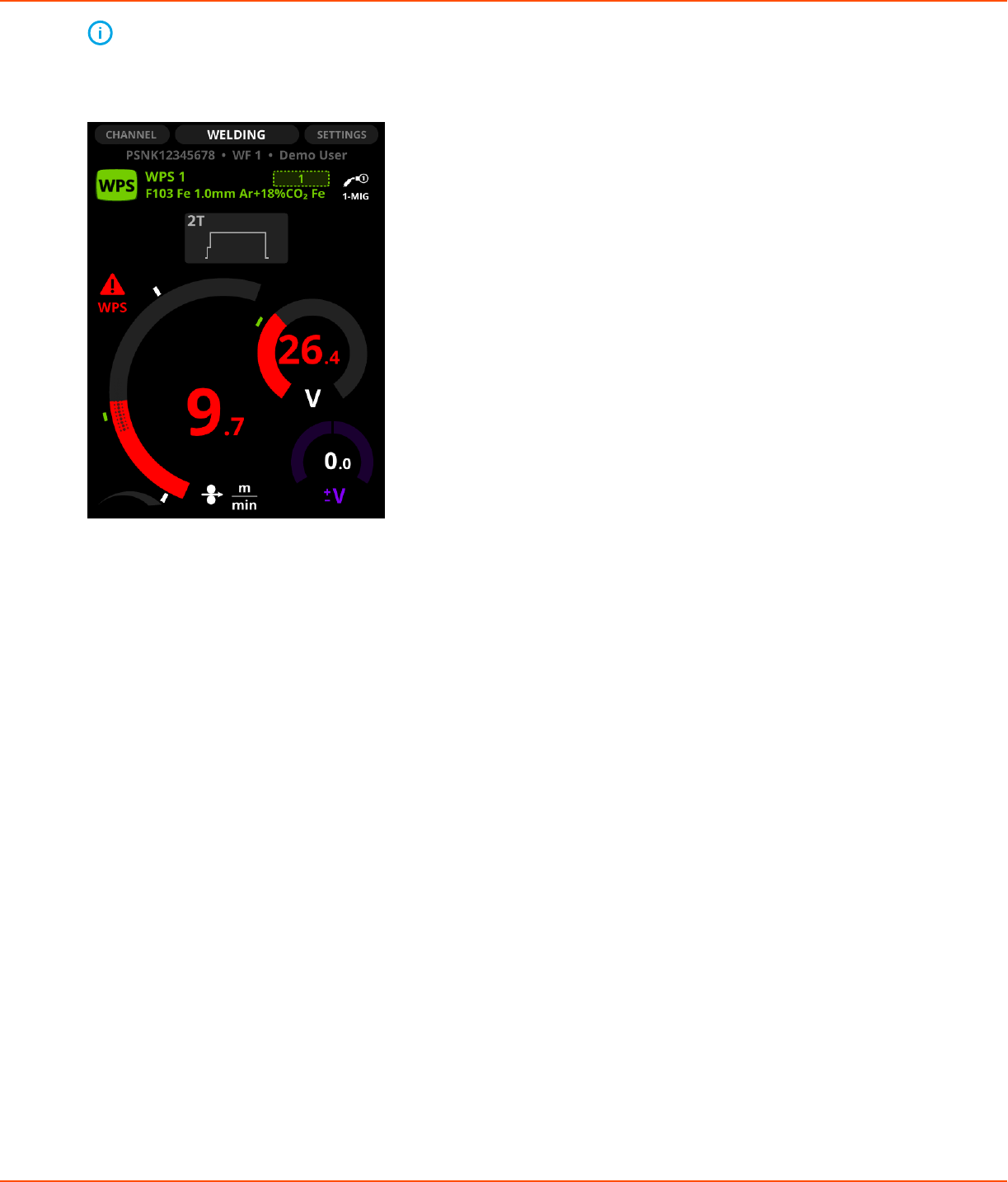
2.4.1 X8 MIG Welder Steuergeräte.........................................................................................................................85
2.4.2 Vorbereiten des Schweißsystems für den Einsatz............................................................................... 103
2.4.3 Verwendung des Schweißsystems.............................................................................................................112
2.5 Fehlerbehebung................................................................................................................................................................ 169
2.5.1 Fehlercodes......................................................................................................................................................... 173
2.6 Wartung und Pflege........................................................................................................................................................174
2.6.1 Tägliche Wartung..............................................................................................................................................174
2.6.2 Regelmäßige Wartung von Stromquelle und Drahtvorschub........................................................ 177
2.6.3 Reparaturwerkstätten......................................................................................................................................177
2.7 Technische Daten..............................................................................................................................................................178
2.7.1 X8 Power Source 400 A / 400AMV....................................................................................................... 178
2.7.2 X8 Power Source 500 A / 500AMV....................................................................................................... 180
2.7.3 X8 Power Source 600 A / 600AMV....................................................................................................... 182
2.7.4 X8 Cooler.............................................................................................................................................................184
2.7.5 X8 Wire Feeder..................................................................................................................................................184
2.7.6 X8 Control Pad..................................................................................................................................................185
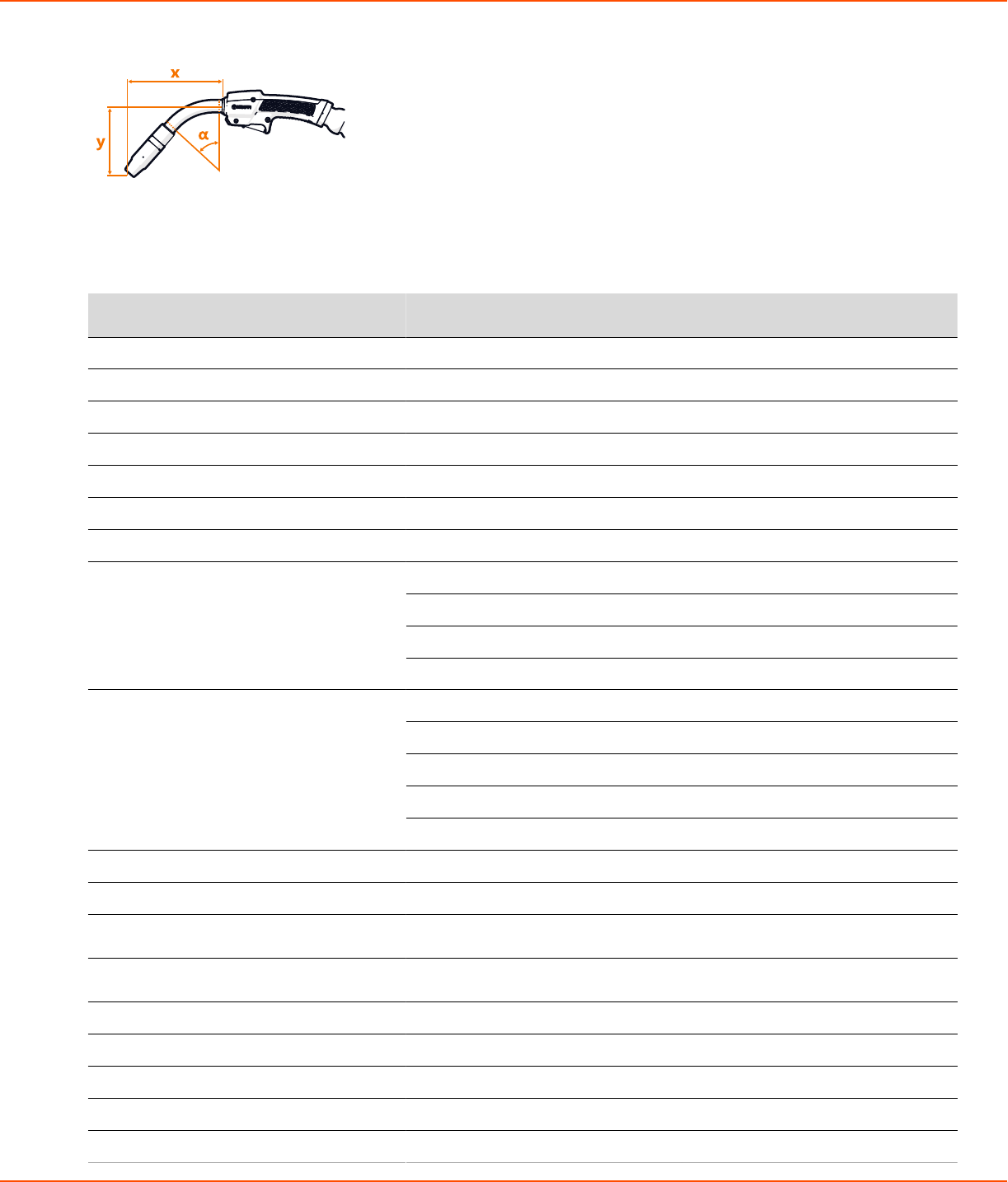
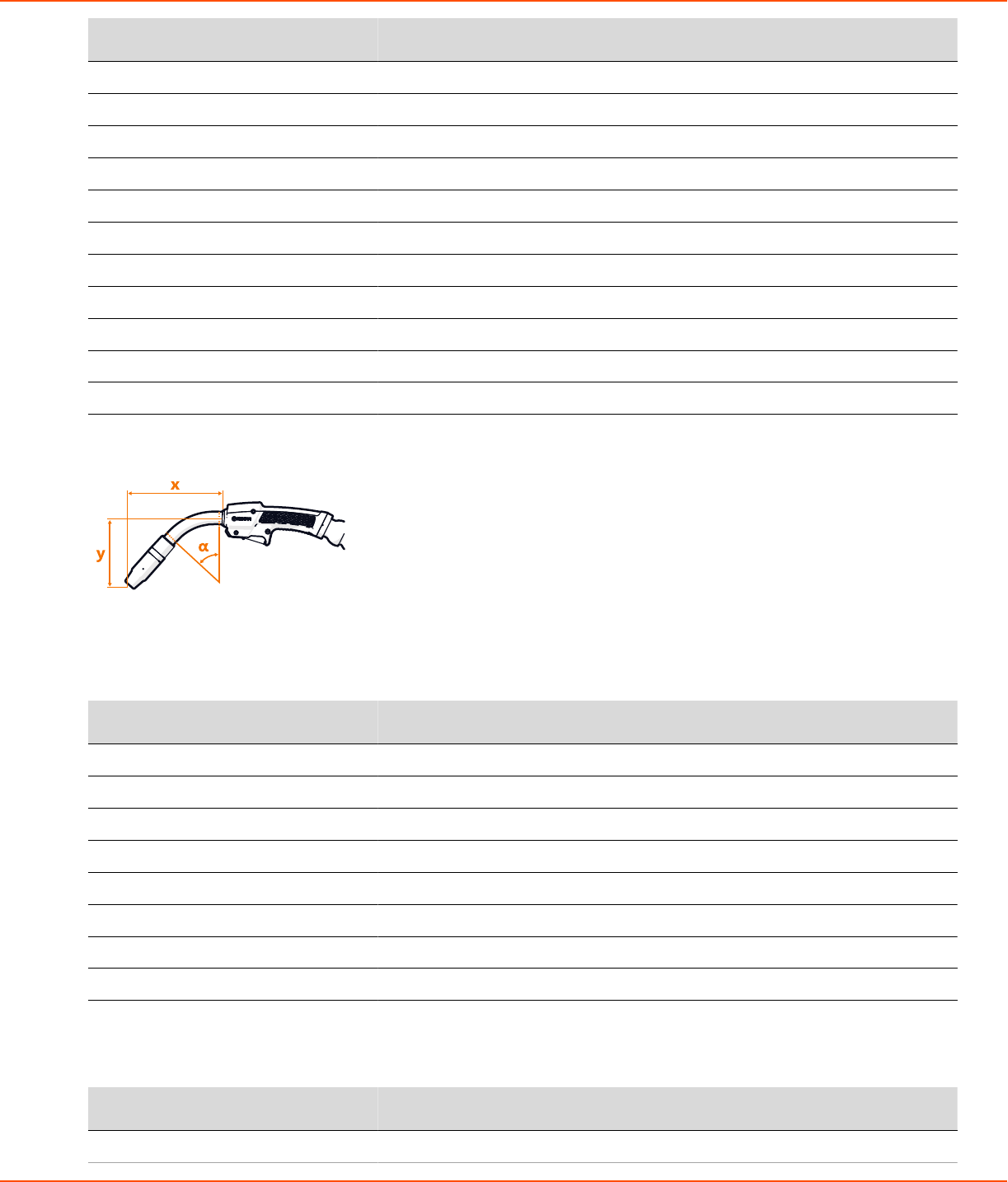
2.7.7 X8 MIG Gun 200-g..........................................................................................................................................186
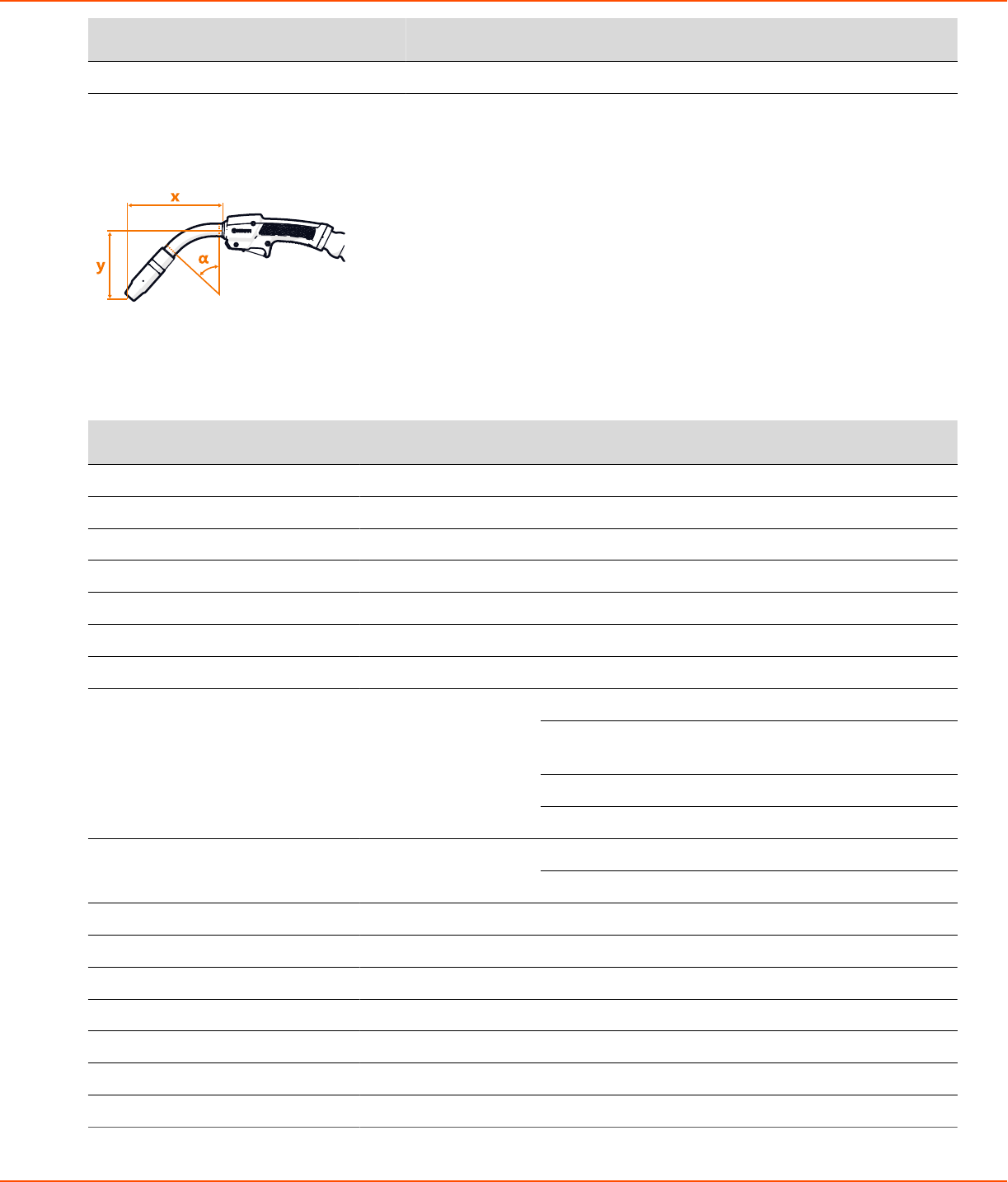
2.7.8 X8 MIG Gun 300-g..........................................................................................................................................187
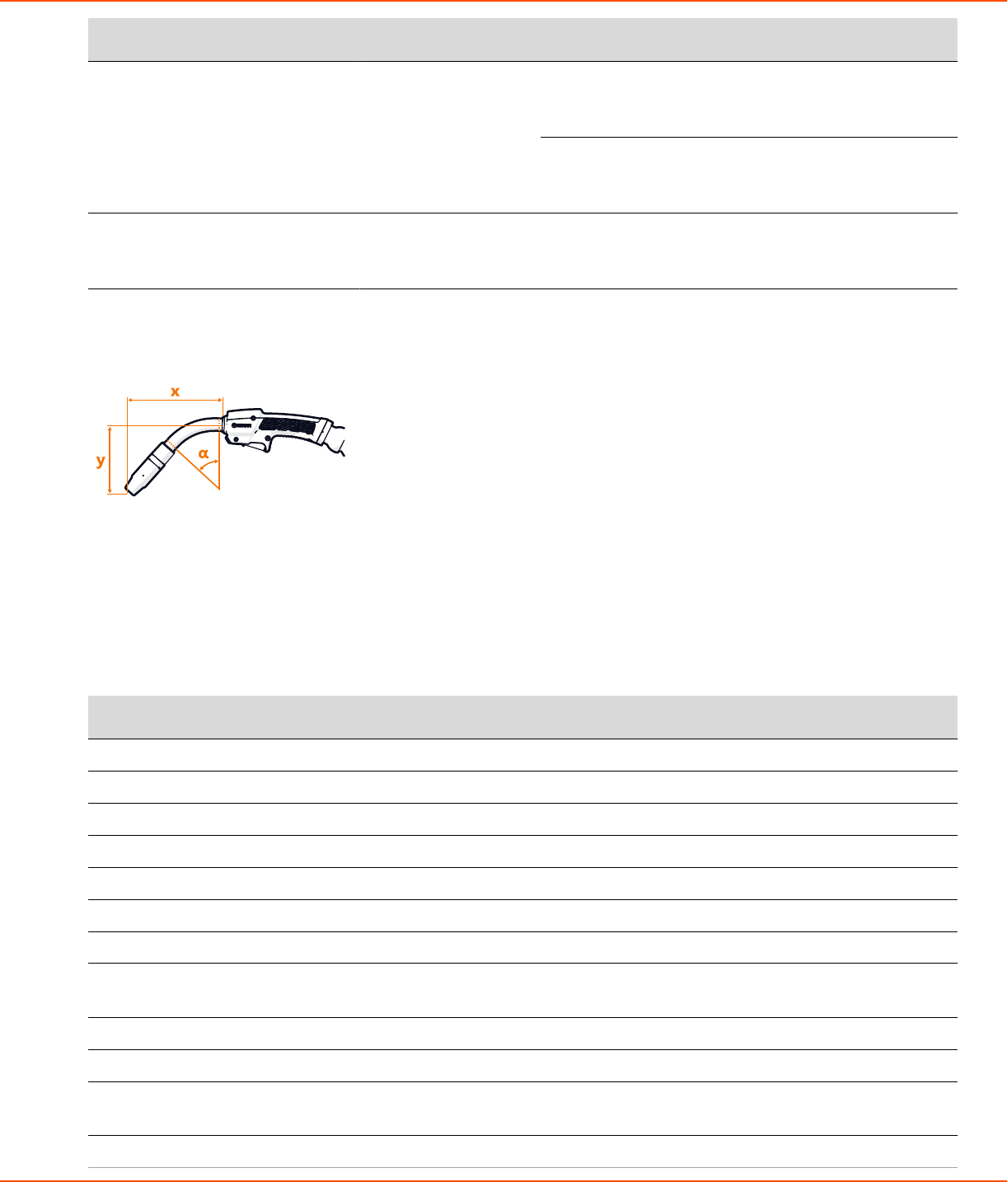
2.7.9 X8 MIG Gun 400-g..........................................................................................................................................188
2.7.10 X8 MIG Gun 420-W......................................................................................................................................189
2.7.11 X8 MIG Gun 520-W......................................................................................................................................191
2.7.12 X8 MIG Gun 600-W......................................................................................................................................192
2.7.13 X8 MIG Gun WS 420-w...............................................................................................................................193