Mise en œuvre :
A) Préparation :
Les bords doivent être propres, dégraissés et débarrassés de toutes traces de
peinture.
Pour les choix de la buse, du métal d’apport, de l’écartement des pièces, des
positions à respecter pour le chalumeau et des diamètres des baguettes de métal
d’apport, consulter le tableau “soudage autogène” page 22.
Pour toutes les opérations, maintenir l’extrémité du dard à 2 ou 3 mm du joint.
B) Pointage :
Avant d’exécuter une soudure autogène il est nécessaire d’effectuer un pointage
pour immobiliser les pièces.
Ce pointage consiste à réaliser des points de soudure (longueur 2 à 3 mm) par
fusion des bords des pièces avec ou sans dépôt de métal d’apport.
La distance entre chaque point est égale à 20 fois l’épaisseur des pièces à assembler.
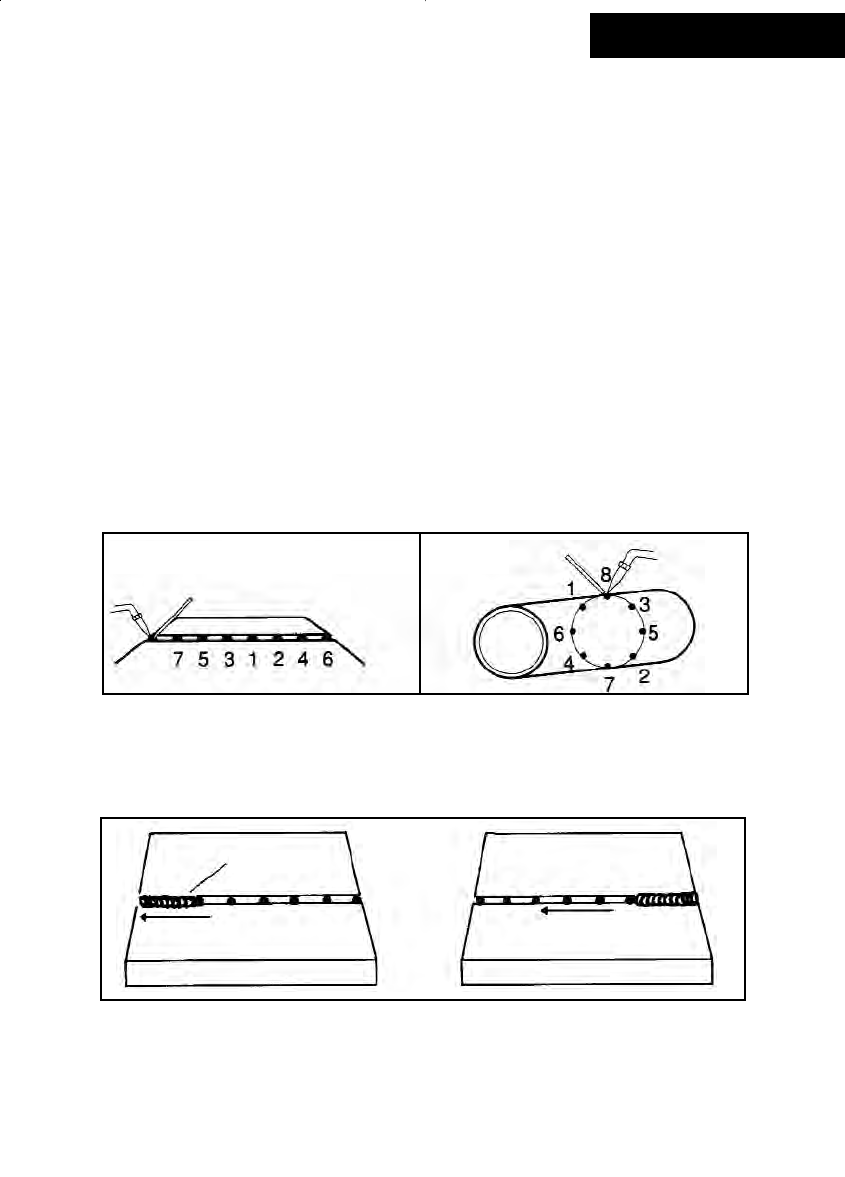
Respecter l’ordre de pointage suivant :
C) Exécution de la soudure :
Après la réalisation du pointage il est conseillé d’exécuter un petit cordon de sou-
dure, appelé talon, ayant une longueur de 5 à 6 cm (voir Fig. 1). Commencer ce
talon en pleine tôle pour le terminer à l’extrémité de l’assemblage.
Fig. 1 Fig. 2
Début du soudage en retrait
de l’extrémité du talon.
20
OXYPOWER
®
Pièces planes
Tubes
Talon
sens d’avance