70 m (230 ft)35 mm² (2 AWG)70 mm² (2/0 AWG)95 mm² (3/0 AWG)2 x 70 mm² (2 x 2/0 AWG)
100 m (330 ft)50 mm² (1 AWG)95 mm² (3/0 AWG)2 x 70 mm² (2 x 2/0 AWG)2 x 95 mm² (2 x 3/0 AWG)
Finally, connect the Nomadfeed earth clamp on the piece to weld.
The case is now ready to be powered. The unit can be powered by an alternative signal higher than 50 or 60Hz between 30 Vrms and 80 Vrms. It
can also be powered by a direct signal between 17dc and 113dc. The polarity of the signal can be positive or negative. Below these minimum values,
Nomadfeed may not power up or not function correctly (welding interruption).
Above these values, Nomadfeed will stop functioning to protect itself and the operator against overvoltage. In that case, the L06 LED lights up and it
will not be possible to weld while the voltage remains too high.
REEL INSTALLATION AND WIRE FEEDING (FIG 4)
Do not wear gloves when setting up the wire and changing the wire reel.
When initially loading the wire through the torch, make sure the torch is as at and linear as possible and that the nozzle (FIG 4F) and contact tip
(FIG 4E) are removed.
FIG 4A :
• Place the reel on its support :
• Take reel driving force into consideration. To t a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Adjust the brake (FIG 4A-2) to avoid the wire getting tangled when the weld stops. In general, do not excessively tighten the brake, which would
cause the motor to overheat.
FIG 4B :
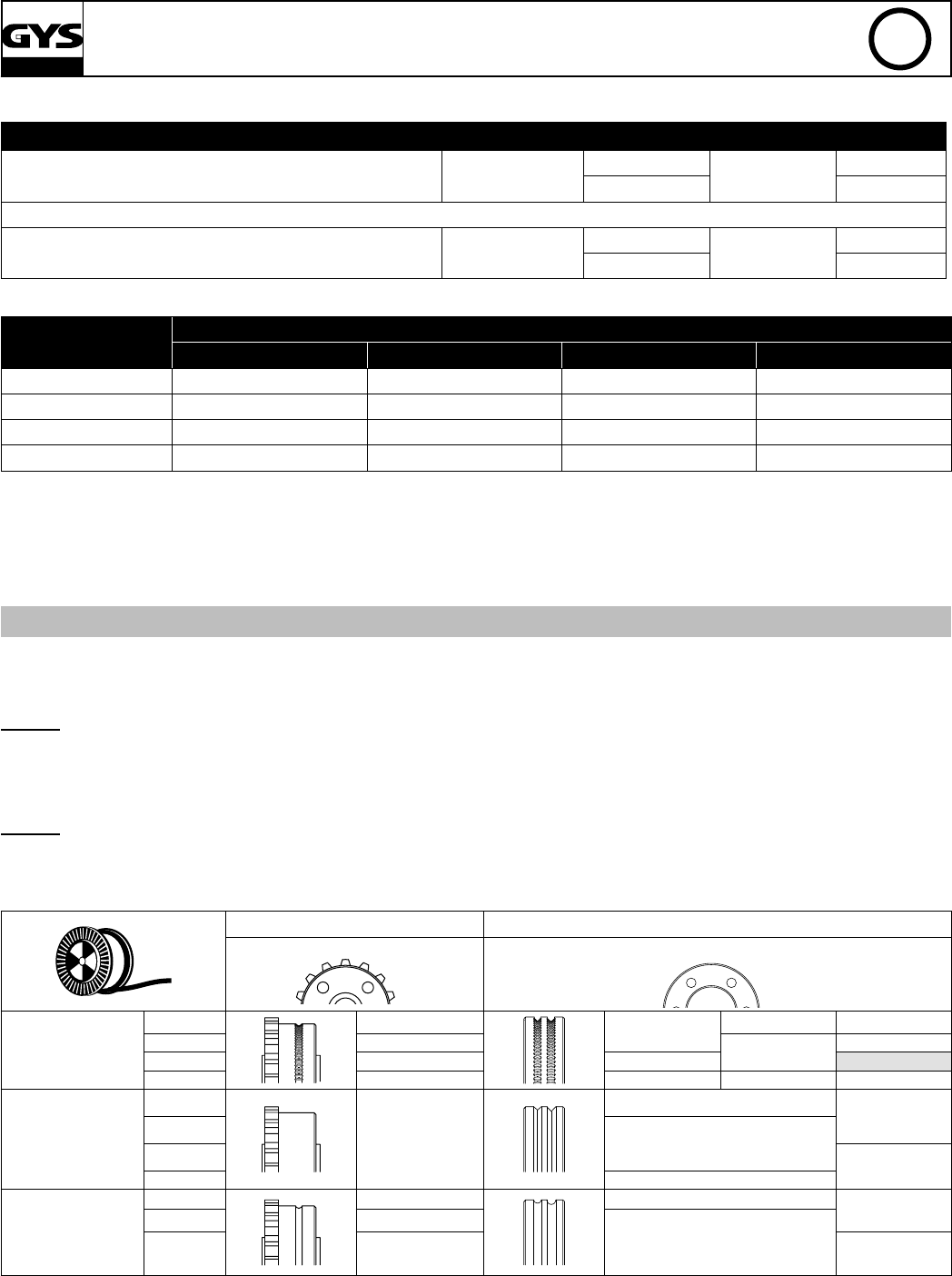
It is essential that the rollers match the type of wire used. The 2 top pressure rollers (diam.30mm) are different to the 2 bottom drive rollers
(diam.37mm) (FIG 4B). It is therefore necessary to check all 4 rollers before feeding the wire through.
Type E - Ø 30 mm - (1.2 in)Type C - Ø 37 mm - (1.45 in)
Cored wire
Ø 1,2 mm
038608
038646
--
Ø 1,6 mm038615
037113
040519
Ø 2,0 mm037106-
Ø 2,4 mm038622--040519
Steel and stainless
steel wire
Ø 0,8 mm
038561
-
042094
Ø 1,0 mm
042117
Ø 1,2 mm
041752
Ø 1,6 mm-
Aluminium
Ø 1,0 mm
038578-
042162
Ø 1,2 mm038585
041776
Ø 1,6 mm038592-
Adjust the pressure on the pressure rollers using the 2 adjusting wheels (FIG 4C-4). The pressure level needs to allow the wire to feed through the
torch without being slowed by the rollers. However, when the wire hits the welding area, the rollers must be able to skid on the wire without it get-
ting tangled when leaving the wire feed motor. When using soft wire such as aluminium, copper alloys or cored wire, if the pressure is too high it will
deform the wire . The use of the setting «2» is recommended.
Gebruikershandleiding.com neemt misbruik van zijn services uitermate serieus. U kunt hieronder aangeven waarom deze vraag ongepast is. Wij controleren de vraag en zonodig wordt deze verwijderd.
Product:
Spelregels forum
Om tot zinvolle vragen te komen hanteren wij de volgende spelregels:
lees eerst de handleiding door;
controleer of uw vraag al eerder door iemand anders is gesteld;
probeer uw vraag zo duidelijk mogelijk te stellen;
heeft u een probleem en al geprobeerd om dit op te lossen, vermeld dit erbij aub;
heeft u een oplossing gekregen van een bezoeker dan horen wij dat graag in dit forum;
wilt u een reactie geven op een vraag of antwoord, gebruik dan niet dit formulier maar klik op de knop 'reageer op deze vraag';
uw vraag wordt direct op de website gezet; vermijd daarom persoonlijke gegevens in te vullen;
Belangrijk! Als er een antwoord wordt gegeven op uw vraag, dan is het voor de gever van het antwoord nuttig om te weten als u er wel (of niet) mee geholpen bent! Wij vragen u dus ook te reageren op een antwoord.
Belangrijk! Antwoorden worden ook per e-mail naar abonnees gestuurd. Laat uw emailadres achter op deze site, zodat u op de hoogte blijft. U krijgt dan ook andere vragen en antwoorden te zien.
Abonneren
Abonneer u voor het ontvangen van emails voor uw Gys NOMADFEED 425-4 bij:
nieuwe vragen en antwoorden
nieuwe handleidingen
U ontvangt een email met instructies om u voor één of beide opties in te schrijven.
Ontvang uw handleiding per email
Vul uw emailadres in en ontvang de handleiding van Gys NOMADFEED 425-4 in de taal/talen: Nederlands, Duits, Engels, Frans, Italiaans, Spaans als bijlage per email.
De handleiding is 4,04 mb groot.
U ontvangt de handleiding per email binnen enkele minuten. Als u geen email heeft ontvangen, dan heeft u waarschijnlijk een verkeerd emailadres ingevuld of is uw mailbox te vol. Daarnaast kan het zijn dat uw internetprovider een maximum heeft aan de grootte per email. Omdat hier een handleiding wordt meegestuurd, kan het voorkomen dat de email groter is dan toegestaan bij uw provider.
Stel vragen via chat aan uw handleiding
Stel uw vraag over deze PDF
Uw handleiding is per email verstuurd. Controleer uw email
Als u niet binnen een kwartier uw email met handleiding ontvangen heeft, kan het zijn dat u een verkeerd emailadres heeft ingevuld of dat uw emailprovider een maximum grootte per email heeft ingesteld die kleiner is dan de grootte van de handleiding.
Er is een email naar u verstuurd om uw inschrijving definitief te maken.
Controleer uw email en volg de aanwijzingen op om uw inschrijving definitief te maken
U heeft geen emailadres opgegeven
Als u de handleiding per email wilt ontvangen, vul dan een geldig emailadres in.
Uw vraag is op deze pagina toegevoegd
Wilt u een email ontvangen bij een antwoord en/of nieuwe vragen? Vul dan hier uw emailadres in.